Mobile robotic tool
for processing fasteners
The A230-BI (Blind Inserts) assembly system is a mobile robotic tool with integrated setting head for processing blind rivet nuts and blind rivet studs / screws.
The tool is designed for attachment to a robot and is held by the robot. The force is applied via a hydropneumatic pressure intensifier and a hydraulic cylinder. The basic functions of the setting unit are automatic loading, direct feed of the blind rivet fasteners into the sheet metal component and process-monitored setting operation.
Fasteners - blind rivet nuts and blind rivet studs
Body shape - round, hexagonal/ fullhex, partially hexagonal/halfhex
Thread size - M5, M6, M8, M10
Outer diameter - min. 10mm - max. 20mm
Height - Lmin. 13mm - Lmax. 30mm (without thread for screws)
Working direction - Vertical in both directions and angles, as well as horizontal
Advantages of the system
- Fully automatic, process-reliable processing of blind rivet fasteners
- Very short cycle times and high flexibility
- Efficient tool movements with minimum wear
- Active tolerance compensation system (patented) - Floating mounting of the blind rivet fastener
- Cost savings due to automatic loading, feeding and setting process
- Feeding system with controller module outside the robotic cell
- Process monitoring with force-displacement evaluation
Designs
Mobile setting units for various fasteners
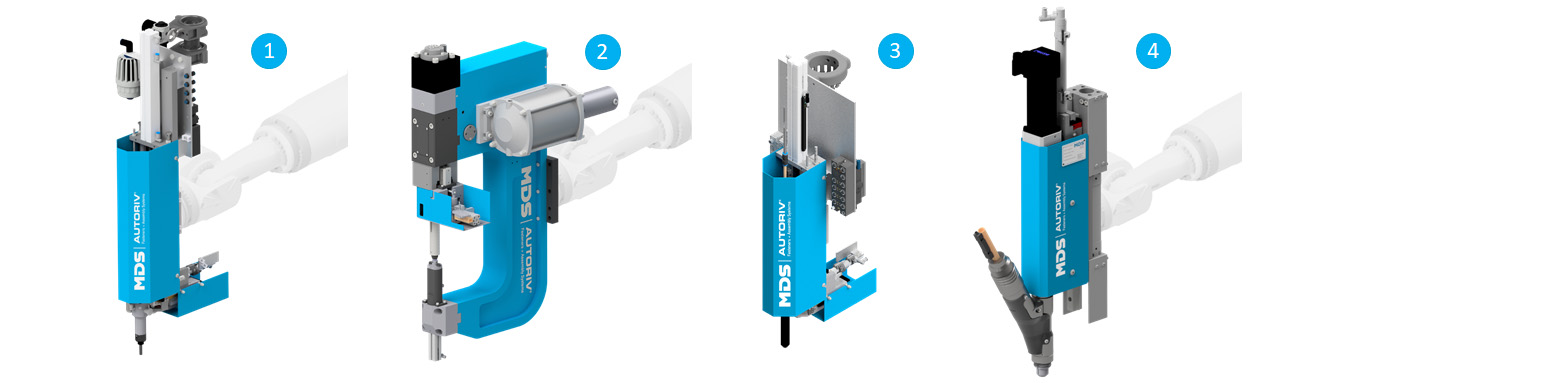
The mobile robotic tool is available in different versions. Thus, other types of fasteners can be processed:
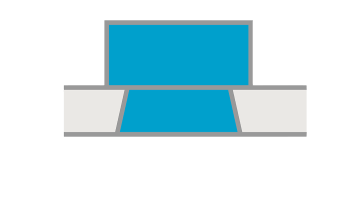
A230-CP assembly system (Clinch Parts) for clinch nuts, rivet nuts (2).
- Parallel Drive (patented) with 80kN press-in force for efficient tool movements and low wear
- Active tolerance compensation system (patented)
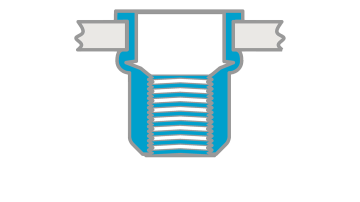
Assembly system A230-BI-R (Blind Inserts - Rivets) for blind rivets / breakaway rivets (3)
- Process-safe setting of breakaway rivets
- Process monitoring with force-displacement evaluation
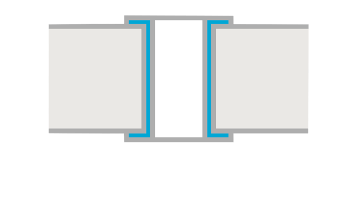
Assembly system A230-SN (Screws & Nuts) for screw fasteners (4)
- Automatic screwdriver with high flexibility
- Also suitable for thread forming screws and threaded inserts
Function
Step 1 - Automatic loading
The blind rivet nut is transported into the loading head via a shot hose. A sensor registers the blind rivet nut and the gripper jaws close.
The gripper holds the blind rivet nut, moves out and the pulling mandrel spindles into the blind rivet nut. The gripper opens and moves back. The setting unit moves into the working position. The fastener is now in the setting position. The setting head indicates "Ready to set" and waits for a setting request.
Step 2 - Feeding the blind rivet nut into the component
The robot moves with the setting unit to the component and inserts the blind rivet nut into the prepared pilot hole. Before the setting process, the displacement measuring system checks whether the blind rivet nut has been completely fed into the component. The system waits for the external start signal to begin the setting process.
Step 3 - Process-monitored setting operation
The setting process is divided into the pre-stroke and setting stroke steps.
Pre-stroke - The mandrel pulls the blind rivet nut at low pressure without deforming it. As soon as the pre-stroke pressure has been reached and the mandrel no longer moves, the pre-stroke is considered to be completed. The pre-stroke distance is checked.
Setting stroke - The fastener is pulled with a predefined setting pressure, the blind rivet nut is caulked in the component. The setting stroke is considered to be completed when the setting stroke pressure is reached and the blind rivet nut no longer deforms. A force-displacement evaluation is then performed and the setting result "OK" or "Not OK" (NOK) is issued.
Components
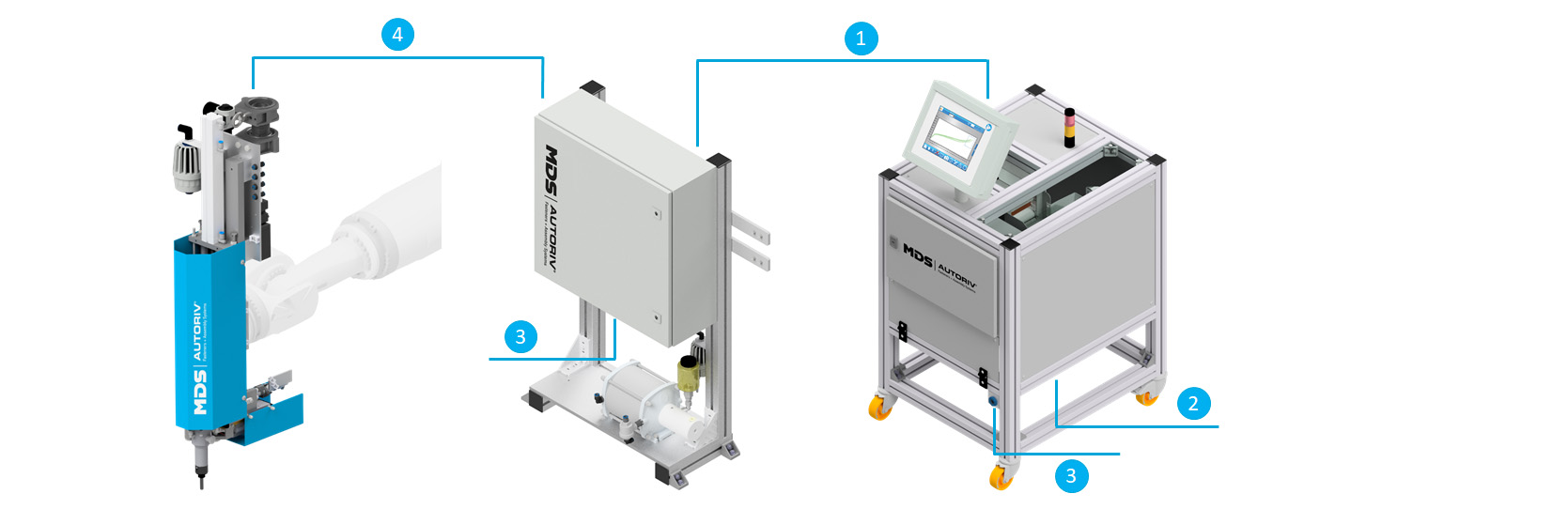
The setting unit is attached to the robot flange via an adapter plate. It already includes part of the electrics and pneumatics. An additional pneumatic control cabinet contains the remaining electrics and pneumatics, as well as a hydropneumatic pressure intensifier. The control cabinet is placed near the setting head and fastened to the floor. The blind rivet fasteners are fed via a separate feeding system. The blind rivet fasteners are transported into the setting unit by compressed air via a shot hose.
Supply connections
1. Control and power supply - from the feeding system to the pneumatic control cabinet
2. Control and power supply - from the robot cell to the feeding system
3. Pneumatic supply / compressed air
4. Supply line from the pneumatic control cabinet to the setting unit - Control, electrical power, pneumatics and hydraulics.
The connection between the pneumatic control cabinet and the setting unit is provided by a multifunctional hose. The hydraulic hose is routed separately. If the system is connected via a robot, a separate robotic energy chain is required into which the supply lines are integrated. The maximum length of the supply lines should not exceed 8 meters.
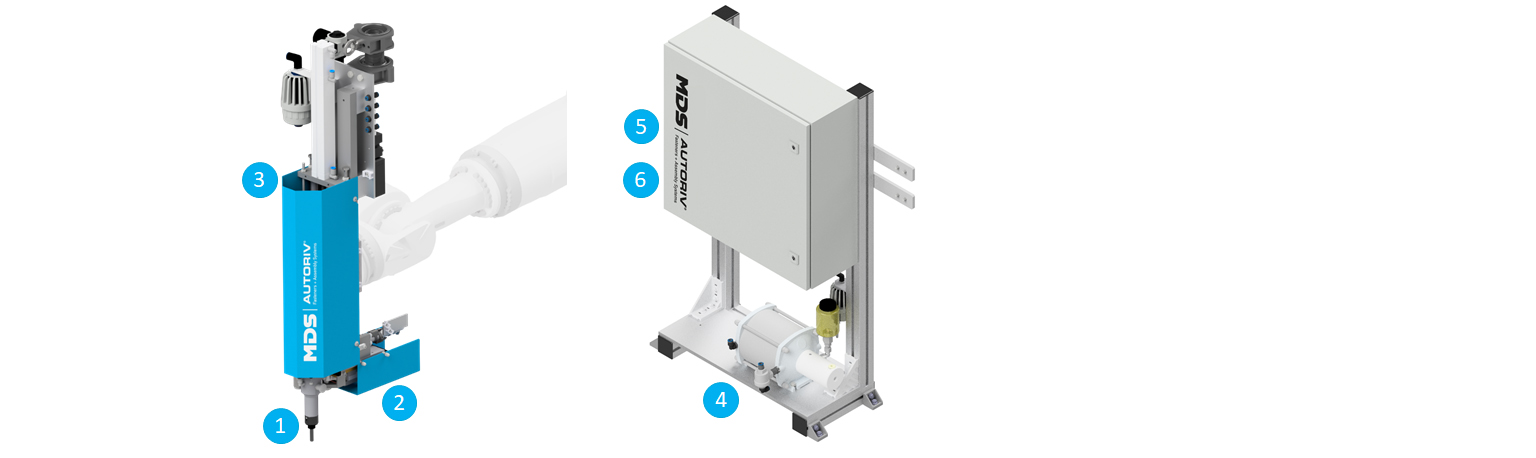
Nose kit (with mandrel) (1)
Floating mounting of the blind rivet fastener with an active, patented tolerance compensation system.
Loading head (2)
The loading head supplies the lifting unit with fasteners. It includes a gripper that requests the blind rivet fastener at the feeding system and then transfers it to the nose kit.
Pneumatic motor (3)
The pneumatic motor is used to spindle up and down the fasteners. A pressure gauge is used to regulate the pressure during spindling.
Pressure booster (4)
The pressure booster builds up the hydraulic pressure required for pressing.
Pressure regulating valve (5)
The pressure control valve regulates the required pneumatic pressure to the pressure booster. This is used to achieve the required setting force at the setting head. In addition, the valve regulates the pressure of the cylinder so that counterpressure or overpressure is possible.
E / A modules (6)
The digital modules are used to record the cylinder sensors and other sensors, and the analog modules are used to record the displacement measurement data.
Process reliability
Process monitoring
The successful setting process is monitored via the end position query of the infeed and the final pressure in the hydraulic system. The measurement of the final pressure is achieved via the pressure sensor on the hydraulic cylinder.
Force-displacement evaluation
In addition, a process evaluation is possible via the software of the controller module. Here, a force-displacement curve of the entire setting process is recorded and evaluated. With the curve monitoring window function, a successful setting process is set as a reference. As soon as another setting process matches the reference values, it is evaluated as successful.
Overpressing the setting head
When placing the setting head on the component, the setting head is slightly overpressed. This ensures that the fastener is in optimum contact with the component before the setting process begins.
Pre-stroke before setting the blind rivet nut
In contrast to competitive products, our system checks whether the blind rivet nut has been completely spindled onto the mandrel before the setting stroke is activated. The advantage - the pressing path is thus traceable for process monitoring. In addition, the component is not damaged if it is not completely spindled on during the setting process.



Technical data
Operating air pressure
Electrical power supply
Setting stroke max.
Setting force max. (version "standard" / "strong")
Effective line length from setting unit to pressure amplifier unit
Noise emissions
Interface connection
Cycle time
Reference - blind rivet nut M6, hexagonal, height 16 mm, aluminum; shot-tube length: 5 m
Cycle time (total cycle time including robot positioning)
Setting time (total robot positioning time - robot must not move)
Loading time (time for robot to move - difference between cycle and setting time)
Dimensions (L x W x H)
Setting unit
Pneumatic control cabinet
Weight
Setting unit
Transport weight incl. control cabinet
6 bar
24 V / DC
7 mm
22 kN / 45 kN
max. 8 m
approx. 78 dB(A)
Profinet (standard), Profibus, EtherNet/IP, DeviceNet
5.12 s
2.93 s
2.19 s
approx. 900 x 170 x 350 mm
approx. 702 x 287 x 1113 mm
approx. 25 kg
approx. 100 kg
Request for quotation
Would you like us to call you back? Leave your telephone number or e-mail and we will get back to you as soon as possible!









