Mobilní robotický nástroj
pro zpracování spojovacích prvků
Montážní systém A230-BI (Blind Inserts) je mobilní robotický nástroj s integrovanou nastavovací hlavou pro zpracování slepých nýtovacích matic a slepých nýtovacích šroubů.
Nástroj je určen k připevnění k robotu a je jím držen. Síla je vyvíjena prostřednictvím hydropneumatického zesilovače tlaku a hydraulického válce. Základními funkcemi nastavovací jednotky jsou automatické vkládání, přímý posuv slepých nýtů do plechové součásti a seřizovací operace monitorovaná procesem.
Spojovací prvky - Slepá nýtovací matice a slepý nýtovací šroub
Tvar dříku - Kulatý, šestihranný, půlšestihranný
Velikost závitu - M5, M6, M8, M10
Vnější průměr - Min. 10 mm - max. 20 mm
Výška - Dmin. 13mm - Lmax. 30 mm (bez závitu pro šrouby)
Pracovní směr - Vertikální v obou směrech a úhlových polohách, stejně jako horizontální
Výhody systému
- Plně automatické, procesně spolehlivé zpracování slepých nýtů.
- Velmi krátká doba cyklu a vysoká flexibilita
- Efektivní pohyby nástroje s minimálním opotřebením
- Aktivní systém vyrovnávání tolerance (patentováno) - Plovoucí montáž slepého nýtovacího prvku
- Úspora nákladů díky automatickému procesu vkládání, podávání a nastavování
- Podávací systém s řídicím modulem mimo robotickou buňku
- Monitorování procesu s vyhodnocením síly a posunu
Návrhy
Mobilní nastavovací jednotky pro různé spojovací prvky
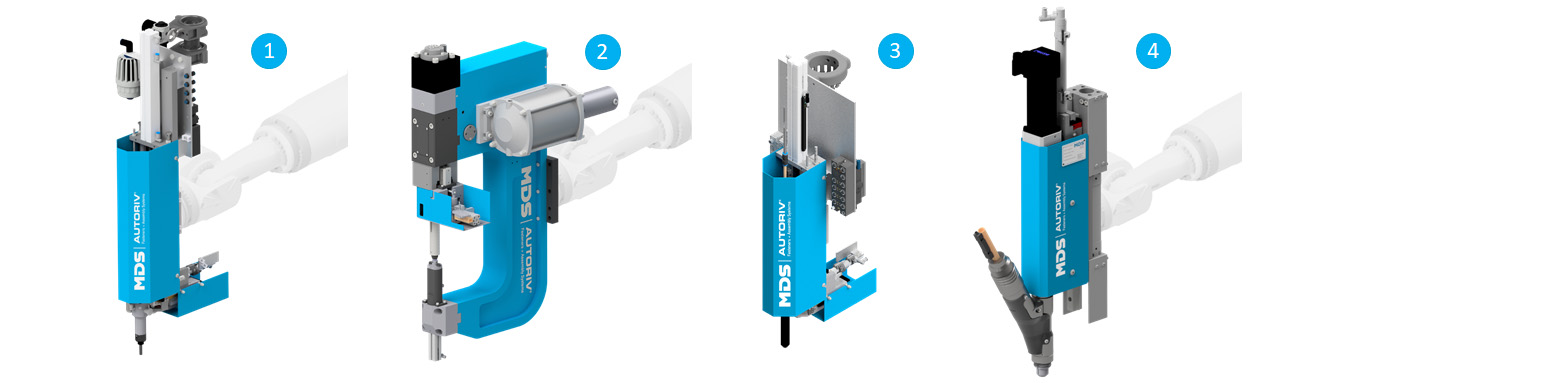
Mobilní robotický nástroj je k dispozici v různých verzích. Lze tak zpracovávat i jiné typy spojovacího materiálu:
V případě potřeby lze použít montážní systém A230-CP (Clinch Parts) pro lisovací matice, nýtovací matice (2).
- Paralelní pohon (patentovaný) s přítlačnou silou 80 kN pro efektivní pohyby nástroje a nízké opotřebení
- Systém aktivního vyrovnávání tolerance (patentováno)
Montážní systém A230-BI-R (Blind Inserts - Rivets) pro slepé nýty / trhací nýty (3)
- Procesně bezpečné nastavení trhacích nýtů
- Monitorování procesu s vyhodnocením síly a posunutí
Montážní systém A230-SN (Screws & Nuts) pro šroubové spojovací prvky (4)
- Automatický šroubovák s vysokou flexibilitou
- Vhodný také pro závitotvářecí šrouby a závitové vložky
Funkce
Krok 1 - Automatické načítání
Slepá nýtovací matice je dopravena do podávací hlavy pomocí vystřelovací hadice. Snímač zaregistruje slepou nýtovací matici a čelisti chapadla se zavřou.
Chapač přidrží slepou nýtovací matici, vysune se a tažné vřeteno se zavrtá do slepé nýtovací matice. Chapač se otevře a vrátí se zpět. Nastavovací jednotka se přesune do pracovní polohy. Spojovací prvek je nyní v nastavovací poloze. Nastavovací hlava signalizuje " Připraveno k nastavení" a čeká na požadavek na nastavení.
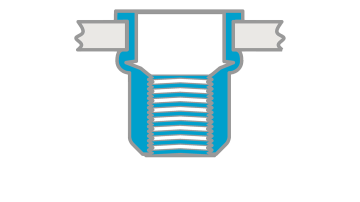
Krok 2 - Zavedení matice slepého nýtu do součásti
Robot se přesune s nastavovací jednotkou k součásti a vloží matici slepého nýtu do připraveného pilotního otvoru. Před samotným nastavením zkontroluje systém měření posunu, zda byla matice slepého nýtu zcela vložena do součásti. Systém čeká na externí startovací signál a zahájí proces osazování.
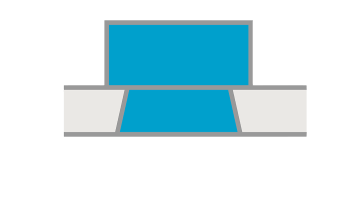
Krok 3 - Nastavení monitorované procesem
Proces nastavování je rozdělen do kroků přípravného zdvihu a nastavovacího zdvihu.
Před tah - trn táhne matici slepého nýtu při nízkém tlaku, aniž by ji deformoval. Jakmile je dosaženo tlaku před zdvihnutím a trn se již nepohybuje, považuje se před zdvihnutí za ukončené. Kontroluje se vzdálenost předzdvihu.
Nastavení zdvihu - Spojovací prvek je vytažen s předem definovaným nastavovacím tlakem, matice slepého nýtu je zatavena do součásti. Nastavovací zdvih se považuje za ukončený, když je dosaženo nastavovacího tlaku a matice slepého nýtu se již nedeformuje. Poté se provede vyhodnocení síly a posunu a vydá se výsledek nastavení "OK" nebo "Není OK" (NOK).
Komponenty
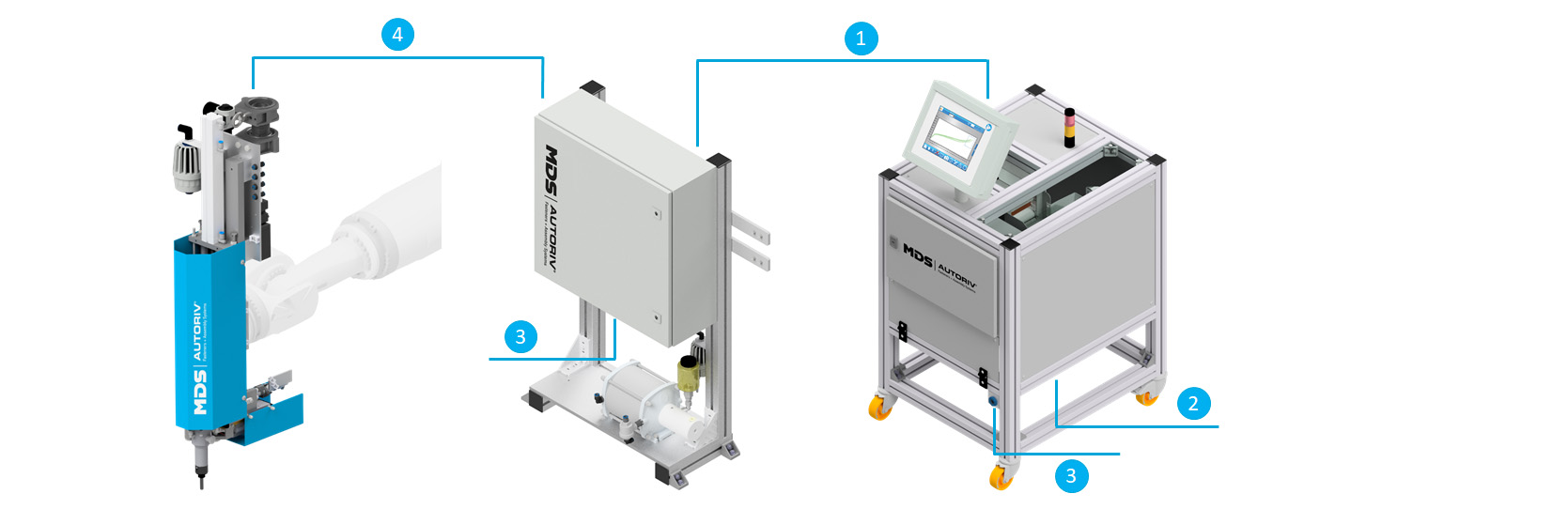
Nastavovací jednotka se připevňuje k přírubě robota pomocí adaptérové desky. Obsahuje již část elektroinstalace a pneumatiky. Přídavná pneumatická řídicí skříň obsahuje zbývající elektroniku a pneumatiku a hydropneumatický zesilovač tlaku. Ovládací skříň je umístěna v blízkosti nastavovací hlavy a je připevněna k podlaze. Slepé nýty jsou podávány samostatným podávacím systémem. Slepé nýty jsou do seřizovací jednotky dopravovány stlačeným vzduchem pomocí vystřelovací hadice.
Přívodní přípojky
1. Ovládání a napájení - z podávacího systému do pneumatické řídicí skříně
2. Ovládání a napájení - z robotické buňky do podávacího systému
3. Pneumatické napájení / stlačený vzduch
4. Přívodní vedení z pneumatického rozvaděče do nastavovací jednotky - Řízení, elektrické napájení, pneumatika a hydraulika
Spojení mezi pneumatickou ovládací skříní a nastavovací jednotkou zajišťuje multifunkční hadice. Hydraulická hadice je vedena samostatně. Pokud je systém připojen prostřednictvím robota, je nutný samostatný energetický řetězec robota, do kterého jsou přívodní vedení integrována. Maximální délka přívodního vedení by neměla přesáhnout 8 metrů.
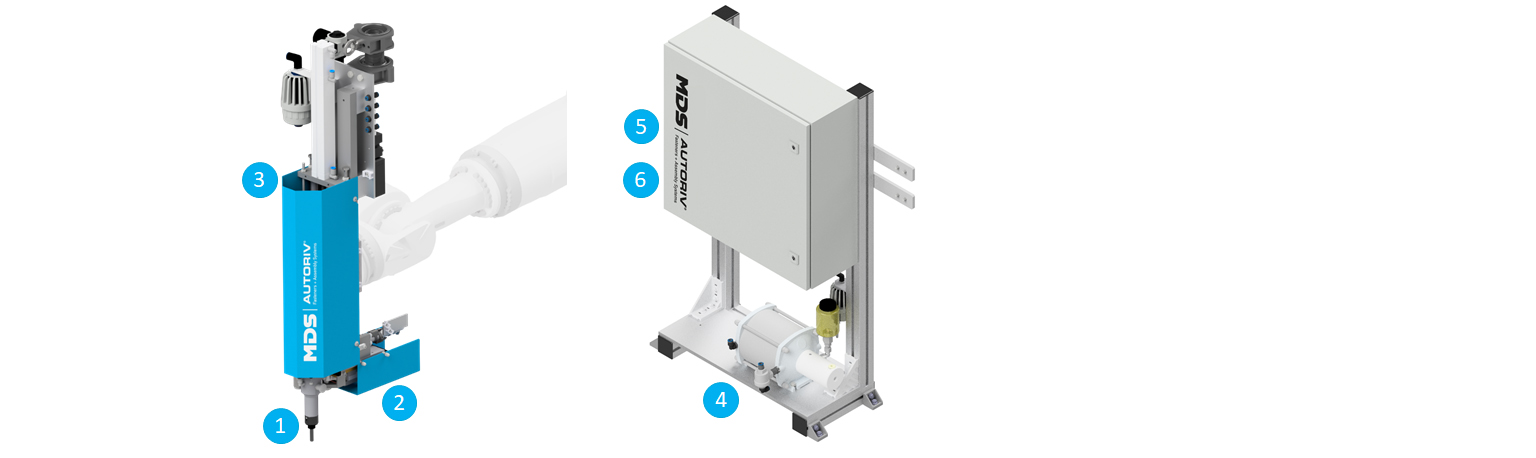
Výměnná sada (s trnem) (1)
Plovoucí montáž slepého nýtovacího prvku s aktivním patentovaným systémem vyrovnávání tolerance.
Podávací hlava (2)
Podávací hlava zásobuje zvedací jednotku spojovacími prvky. Obsahuje chapadlo, které si vyžádá slepý nýtovací spojovací prvek u podávacího systému a poté jej přenese do výměnné sady.
Pneumatický motor (3)
Pneumatický motor slouží k vřetenovému pohybu spojovacích prvků nahoru a dolů. K regulaci tlaku při vřetenovém pohybu se používá manometr.
Posilovač tlaku (4)
Posilovač tlaku vytváří hydraulický tlak potřebný pro lisování.
Regulační ventil tlaku (5)
Regulační ventil tlaku reguluje potřebný pneumatický tlak do posilovače tlaku. Ten slouží k dosažení požadované nastavovací síly na nastavovací hlavě. Kromě toho ventil reguluje tlak ve válci tak, aby bylo možné dosáhnout protitlaku nebo přetlaku.
Moduly E / A (6)
Digitální moduly slouží k záznamu údajů ze snímačů válce a dalších snímačů a analogové moduly slouží k záznamu údajů z měření posunu.
Spolehlivost procesu
Monitorování procesů
Úspěšný proces nastavení je monitorován prostřednictvím dotazu na koncovou polohu přívodu a konečného tlaku v hydraulickém systému. Měření konečného tlaku se provádí prostřednictvím snímače tlaku na hydraulickém válci.
Vyhodnocení síly a posunu
Kromě toho je možné vyhodnocení procesu prostřednictvím softwaru řídicího modulu. Zde se zaznamenává a vyhodnocuje křivka síla-posun celého procesu nastavení. Pomocí funkce okna pro sledování křivky se nastaví úspěšný proces nastavení jako referenční. Jakmile se další proces nastavení shoduje s referenčními hodnotami, je vyhodnocen jako úspěšný.
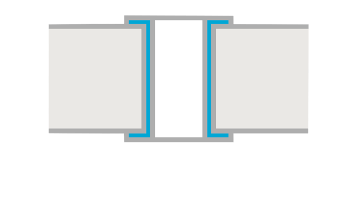
Nadměrné stisknutí nastavovací hlavice
Při nasazování nastavovací hlavy na součást je nastavovací hlava mírně přitlačena. Tím je zajištěn optimální kontakt spojovacího prvku s komponentem před zahájením procesu nastavování.
Úvodní tah před nasazením matice slepého nýtu
Na rozdíl od konkurenčních výrobků náš systém kontroluje, zda je matice slepého nýtu před aktivací nastavovacího zdvihu zcela navinuta na trn. Výhoda - dráha lisování je tak sledovatelná pro monitorování procesu. Kromě toho nedochází k poškození součásti, pokud není během nastavovacího procesu zcela navíjena.



Technické údaje
Provozní tlak vzduchu
Elektrické napájení
Nastavení zdvihu max.
Nastavovací síla max. (verze "standardní" / "silná")
Efektivní délka vedení od nastavovací jednotky k jednotce zesilovače tlaku
Emise hluku
Připojení rozhraní
Doba cyklu
Referenční hodnota - Matice pro slepé nýty M6, šestihranná, výška 16 mm, hliník; délka vystřelovací hadice: 5 m
Doba cyklu (celková doba cyklu včetně polohování robota)
Doba nastavení (celková doba polohování robota - robot se nesmí pohybovat)
Doba nakládání (doba, po kterou se robot musí pohybovat - rozdíl mezi dobou cyklu a dobou nastavení)
Rozměry (D x Š x V)
Nastavovací jednotka
Pneumatická ovládací skříň
Hmotnost
Nastavovací jednotka
Přepravní hmotnost včetně ovládací skříňky
6 barů
24 V / DC
7 mm
22 kN / 45 kN
max. 8 m
cca 78 dB(A)
Profinet (standardně), Profibus, EtherNet/IP, DeviceNet
5,12 s
2,93 s
2,19 s
cca 900 x 170 x 350 mm
cca 702 x 287 x 1113 mm
cca 25 kg
cca 100 kg
Žádost o cenovou nabídku
Chcete, abychom vám zavolali zpět? Zanechte nám své telefonní číslo nebo e-mail a my se vám co nejdříve ozveme!









