Setting head for clinch nuts, rivet nuts, self-piercing nuts
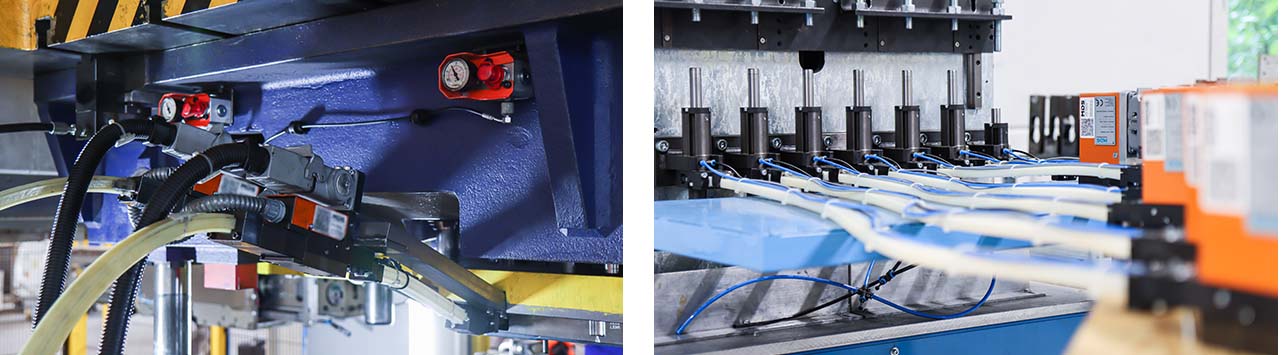
Installation under the press in punching and forming tools
The setting head PAN (Permanent Air Nut) is an assembly system for progressive dies and transfer dies. The punching head is installed in the press to insert clinch nuts, rivet nuts and self-piercing nuts into sheet metal components during the press process.
Depending on the type of tool and the press, there are different applications for the punching head
- Progressive dies with or without automatic mode signal from the press
- Transfer dies, with or without automatic mode signal from the press and with querying sheet metal in the die or in the gripper
Contact us
Our customer service will help you with any questions!





Installation and processing
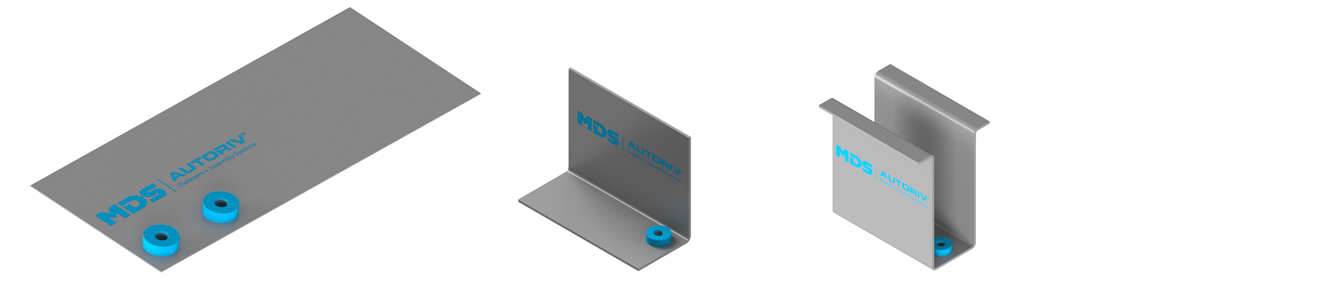
The setting head can be installed in the tool so that the clinch nuts can be set into the sheet from either the top or the bottom, as required. In principle, clinching from above is preferable.
Self-piercing nuts can only be clinched from the top, allowing the punch to fall out at the bottom.
When installing rivet nuts, there are different installation variants of the setting head. Rivet nuts are always fed from below. Special solutions are possible.
- Processing with reversing lever in the bottom part
- The die moves into the upper part of the tool through the stipper pad
- Installation in spring base

Functionality
Setting process
The setting head is connected to the associated feeding system for press applications and is supplied with fasteners via a shot hose. When an clinch nut is in the setting position, a release signal is sent to the press. Without a release signal, the press stops.
Initialization
The setting head is first initialized to ensure that there are no parts in the setting head. Initialization begins when the punching head is put into automatic mode.
Main process
The main process co-ordinates the part request to the feeding system. It ensures that the clinch nuts are moved to the setting position on time and monitors the press strokes by interrogating the press cams.
Pressing
The clinch nut is pressed into a sheet metal part from the setting position by the press-in mandrel. When the press is open at top dead center, the mandrel is actively controlled in the home position to move the clinch nut forward to the setting position. If there is no workpiece present during a press stroke, no clinch nut is moved to the setting position. The press-in mandrel remains in the working position at bottom dead center due to blank sensing.
Air supply
A pneumatic connection on the feed system transfers compressed air to the setting head. This connection supplies the permanent air and the press-in mandrel.
Components
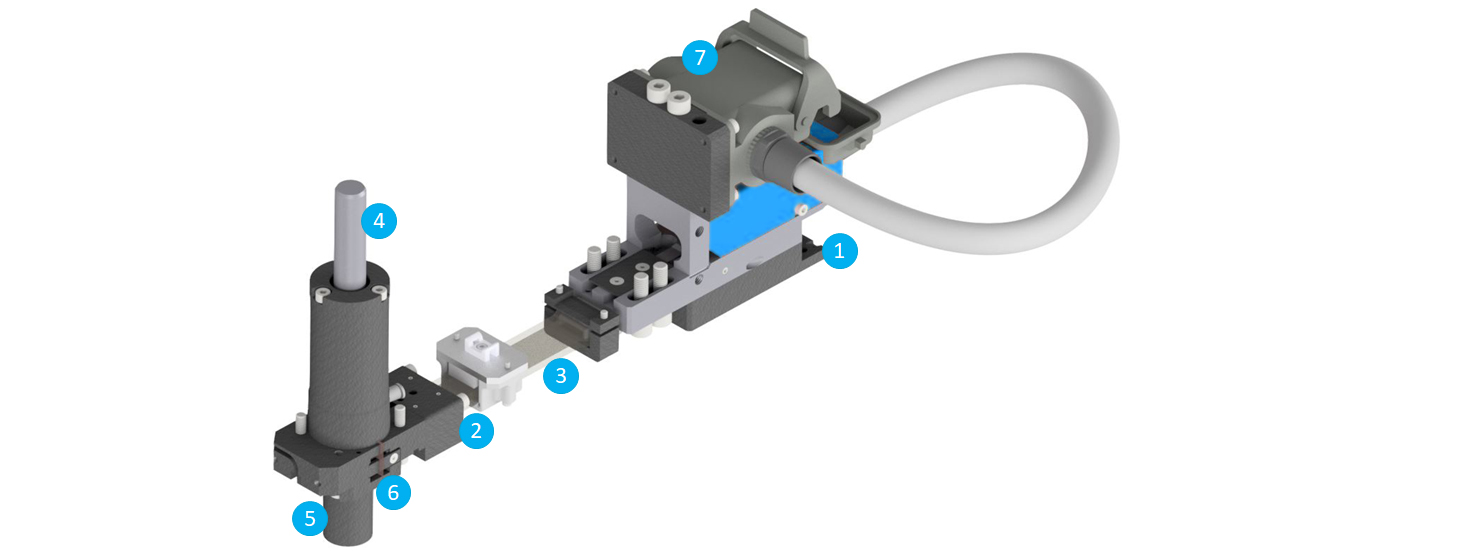
Connector plug (1)
The connector plug is used to connect the shot hose (3) to the setting head.
Coupling (2)
The coupling serves as a connection between the shot hose and the guide unit.
Plunger (4)
The plunger houses the press-in mandrel, which presses the clinch nuts into the sheet metal component. The mandrel is actuated by closing the press and transmits the compression force to the fastener. When the press is opened, the mandrel is pneumatically returned to the home position.
Impact piece (5)
The impact piece guides the fastener during the press-in process. This is precisely matched to the position in the tool and fastener type.
Guide unit with accumulation path (6)
The guide unit is used to receive, detect and deliver the fastener.
The setting head includes an accumulation path. It is used to store additional fasteners in the punching head to compensate for feed fluctuatons. The permanent air is used to move the clinch nuts to the setting position. When the shot air is active, the permanent air supply is briefly interrupted so as not to work against it. When the press is inactive, the permanent air is switched off. The accumulation path ensures consistent production.
Multifunctional hose connector (7)
All signals are transmitted from the setting head to the feeding system via the multifunctional hose. The multifunctional hose also provides pneumatic supply to the punching head.
Highlights
Minimal susceptibility to faults and wear
Low proportion of moving parts ensures that wear is minimal and the uncomplicated process without actuators reduces the susceptibility to faults to a maximum.
High production reliability and quality
All important functions in the setting head are sensor-monitored with communication to the feeding system to stop the press in case of a malfunction well before top dead center (TDC) and thus avoid die damage.
Safety during coil changes and with empty parts in production (transfer dies)
The press-in mandrel is locked automatically. This means that no clinch nut can get into the setting position. Transfer die: If there is no workpiece, the setting head is automatically locked until a workpiece is present. The empty part sensor is either in the transfer grippers or in the tool itself. Coil change: If a coil change is required, the setting heads are also locked and the coil can be retracted as if there were no punching head installed in the tool.
Fast stroke rates
Pulse shot - Several clinch nuts are shot into the setting head from the feed system and not one after the other. This allows high processing speeds to be achieved, even with long shot hose lengths.
Quick commissioning
The setting head has quick-release couplings for the shot hose and the multifunction hose for communication with the feeding system. There is no need to connect individual cables. This saves time and eliminates connection errors.
Maximum availability
The setting head has a large magazine. This means that there is no one-to-one connection between the punching head and the feeding system. This means that a sporadic separation error does not automatically lead to a malfunction, as with other systems, but is suppressed and the press continues to run. This leads to a significant increase in availability. This is also supported by the pulse shot function (several nuts are shot into the setting head rather than one at a time) and full sensor monitoring.
Technical data
Installation width:
Pneumatic supply:
Control voltage:
Press-in force / path:
Cycle time:
Interfering edge / possible component depth:
Working direction:
*Depending on the fastener and length of the shot hose.
50 / 60 / 70 mm
6 bar from feeding system
24 V / DC from feeding system
tool-dependent
up to 60 cycles/min*
according to customer requirements
vertical in both directions and angular positions
Only minimal edge distance required, machining possible despite interfering edges
Request for quotation
Would you like us to call you back? Leave your telephone number or e-mail and we will get back to you as soon as possible!