Roboterarbeitsplatz
zur Verarbeitung von Verbindungselementen
Das A240-CP (Clinch Parts) Montagesystem ist ein stationärer Roboterarbeitsplatz zur Verarbeitung von Einpresselementen.
Das zu verarbeitende Bauteil wird vom Roboter getragen und an der Setzeinheit positioniert. Die Kraft wird über einen hydropneumatischen Druckübersetzer und einen Hydraulikzylinder eingeleitet. Die Grundfunktionen der Setzeinheit sind die automatische Beladung, die Zustellung des Verbindungselements in das Bauteil und der prozessüberwachte Setzvorgang.
Verbindungselemente - Einpressmutter, Nietmutter, selbststanzende Mutter, Einpressbolzen, Stanzbolzen / Nietbolzen
Gewindegröße - M5, M6, M8, M10, M12
Außendurchmesser - min. 10mm - max. 25mm (Einpressmutter / Stanzmutter / Einpressbolzen); min. 13mm - max. 28mm (Nietmutter)
Gesamthöhe - min. 4mm - max. 15mm (Einpressmutter / Stanzmutter); min. 9mm - max. 16mm (Nietmutter)
Bolzen
Kopfhöhe - min. 1,5mm - max. 15mm (Einpressbolzen); min. 8mm - max. 15mm (Stanzbolzen / Nietbolzen)
Schaftlänge - max. 30mm (Einpressbolzen); max. 40mm (Stanzbolzen / Nietbolzen)
Gesamtlänge - max. 45mm (Einpressbolzen); max. 55mm (Stanzbolzen / Nietbolzen)
Arbeitsrichtung - Von oben nach unten
Vorteile des Systems
- Vollautomatische, prozesssichere Verarbeitung von Einpresselementen
- Sehr schnelle Zustellbewegung – Doppelte Geschwindigkeit im Vergleich zu anderen Antriebssystemen
- Parallel Drive Antrieb (patentiert) für effiziente Werkzeugbewegungen und geringen Verschleiß
- Aktiver Toleranzausgleich (patentiert)
- Kosteneinsparungen durch automatischen Belade-, Zustell- und Setzvorgang
- Zuführsystem und Steuerung außerhalb der Roboterzelle
- Prozessüberwachung mit Kraft-Weg-Auswertung
Ausführungen
Roboterarbeitsplätze für verschiedene Verbindungselemente
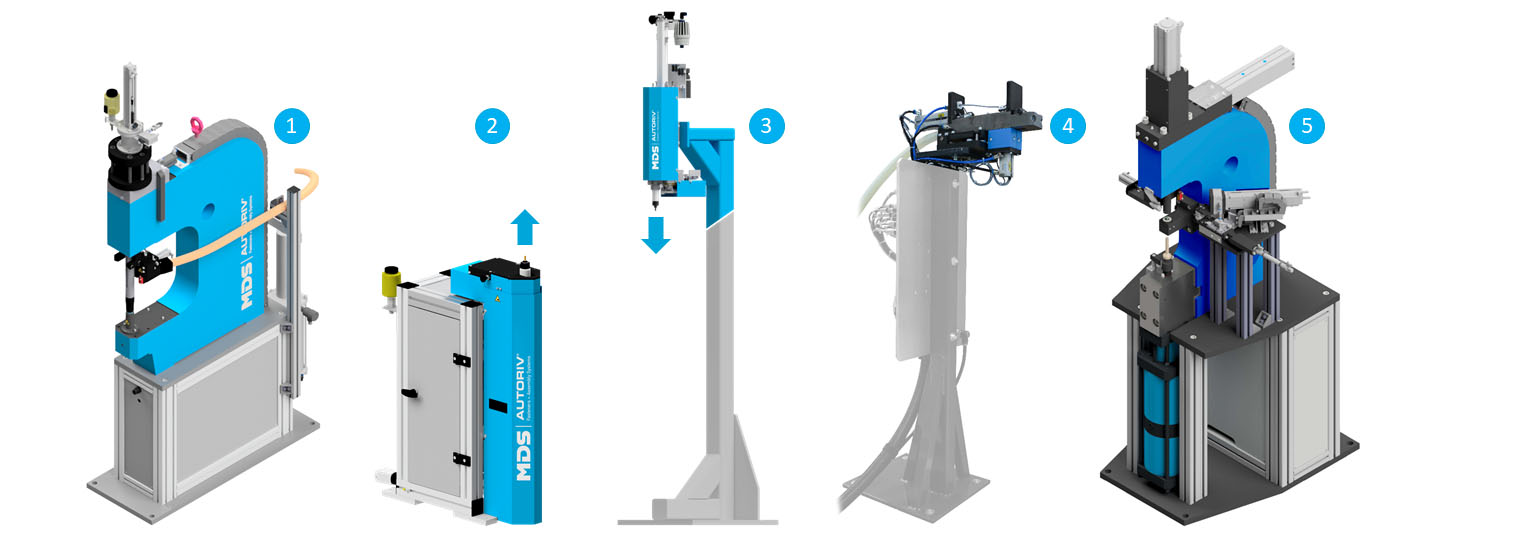
Die stationären Roboterarbeitsplätze sind in verschiedenen Ausführungen erhältlich. Es können somit auch andere Typen von Verbindungselementen verarbeitet werden:
Montagesysteme A240-BI (Blind Inserts) für Blindnietmuttern, Blindnietbolzen
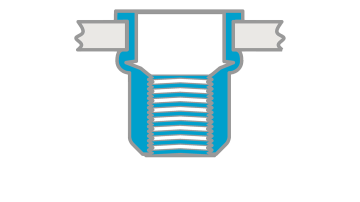
Der Setzvorgang erfolgt analog zu "A230-BI mobiles Roboterwerkzeug", mit dem Unterschied, dass das zu bearbeitende Blech vom Roboter auf das Blindnietelement aufgelegt wird und nicht die gesamte Setzeinheit zum Bauteil geführt wird.
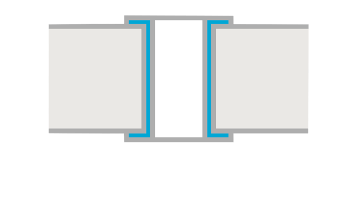
Variante mit Arbeitsrichtung von unten nach oben (2)
Die elektrischen und pneumatischen Komponenten, sowie der Druckübersetzer sind in einem Grundgestell untergebracht, an dem auch die Setzeinheit befestigt ist. Ansonsten ist der Aufbau analog zu A230-BI.
Variante mit Arbeitsrichtung von oben nach unten (3)
Dies ist eine Variante zur Montage von oben an einem Galgen nach kundenspezifischen Abmessungen. Der Aufbau ist analog zu A230-BI.
Montagesystem A240-CU (Clips, U-Nuts) für Schnappmuttern / Clipse (4)
Dieser Roboterarbeitsplatz dient zum seitlichen Aufschieben von Schnappmuttern auf Bauteile. Die Schnappmutter wird über einen Schusschlauch zugeschossen und in Aufschiebeposition gebracht. Der Roboter bringt das Bauteil in Position. Der Aufschiebezylinder schiebt die Schnappmutter seitlich auf das Bauteil. Ein optionaler Zustellzylinder stellt eine zusätzliche Führung dar, um das Verbindungselement punktgenau auf dem Bauteil zu setzen. Der Aufschiebezylinder fährt zurück und eine neue Schnappmutter wird geladen.
Montagesystem A240-NMS für Mutter-Scheiben-Kombination (5)
Die Mutter-Scheiben-Kombination ist eine höchstfeste strukturelle Verbindung bei einseitig zugänglichen Fügepositionen wie z.B. in geschlossenen Profilen.
Dieser Arbeitsplatz dient zum Setzen von Einpressmuttern / Nietmuttern in Kombination mit zusätzlichen Unterlegscheiben in einem einzigen Schritt. Die Unterlegscheibe wird durch einen Übergabemechanismus mit Greifer in die Matrize eingelegt. Ein Roboter legt das Bauteil auf die eingelegte Scheibe auf. Der Zustellstab stellt die Mutter zu und führt einen Krafthub aus, der die Einpressmutter und Scheibe mit dem Bauteil verbindet.
Funktionsweise
Schritt 1 - Automatische Beladung
In der Beladeposition der Setzeinheit (Zustellstab) befindet sich ein Sensor der feststellt, ob sich ein Verbindungselement in der Aufnahme befindet. In der Grundstellung prüft die Setzeinheit außerdem, ob ein Beladevorgang ausgelöst werden muss.
Falls sich bereits ein Einpresselement in Beladeposition befindet, meldet die Setzeinheit „Setzbereit" und wartet auf die Anforderung des Setzvorgangs. Ansonsten wird über die Vereinzelung der Setzeinheit ein Verbindungselement in die Beladeposition befördert.
Schritt 2- Zustellung des Einpresselements in das Bauteil
Nachdem der Roboter das Bauteil auf die Matrize aufgelegt hat, gibt die übergeordnete Steuerung eine Freigabe zum Verpressen. Nach dem Starten des Setzvorgangs wird der Zustellzylinder und das Zwischenstück in Arbeitsstellung gefahren.
Sobald das Wegmess-System gedrückt wurde und zur Ruhe gekommen ist, wird geprüft, ob sich der gemessene Wert innerhalb eines parametrisierten Toleranzbereichs befindet. Dann wird der Verpressvorgang gestartet.
Bei unpassender Materialdicke gibt die Setzeinheit eine Fehlermeldung aus, verpresst nicht und fährt zurück in Grundstellung.
Schritt 3 – Prozessüberwachter Setzvorgang
Nach erfolgreicher Vorab-Prüfung des Wegmess-Systems wird der Setzvorgang eingeleitet und ein Krafthub ausgeführt.
Stellt das Wegmess-System keine Verformung mehr fest, wird die Verpressung beendet und die Presse fährt zurück in Grundstellung. Das Ergebnis der Kraft-Weg-Auswertung wird ausgegeben. Nach Beenden des Setzvorgangs wird die Setzeinheit wieder in Grundstellung gefahren. Es erfolgt eine Fertigmeldung an den Roboter.





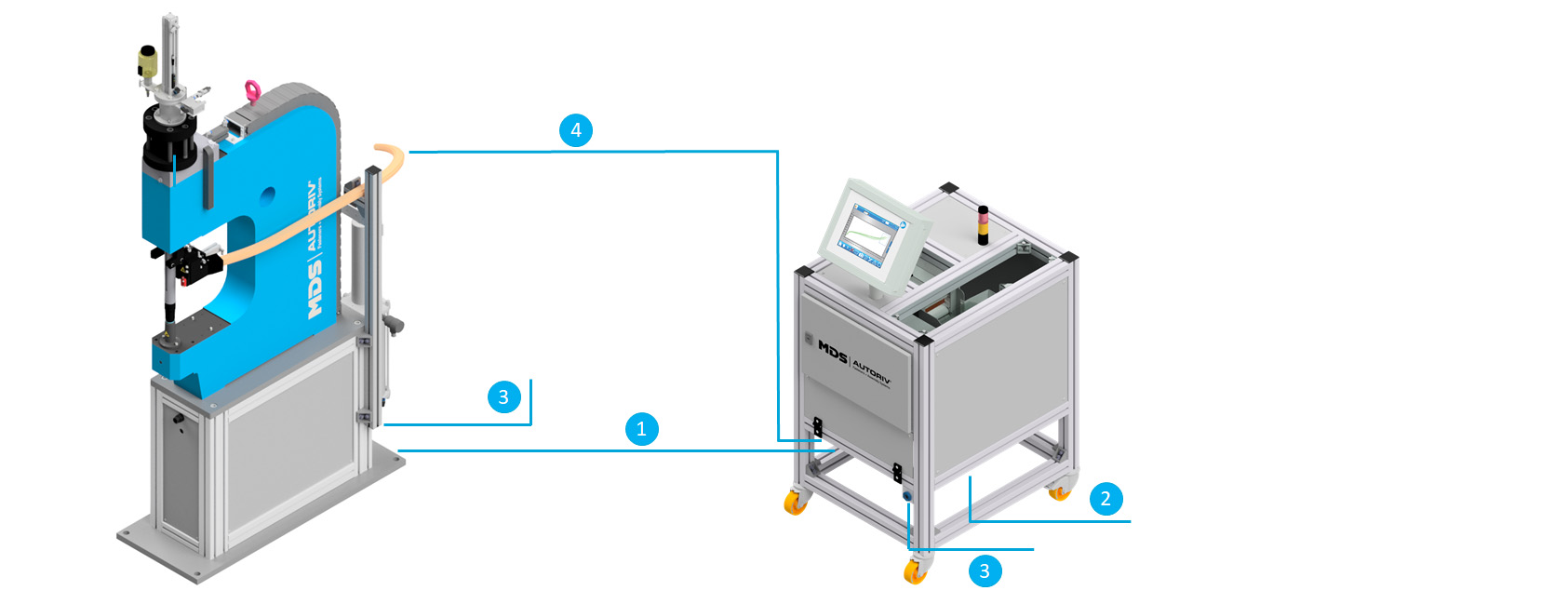
Komponenten
Der Roboterarbeitsplatz ist für den Einbau in eine übergeordnete Anlage bestimmt. Die Zuführung der Einpresselemente erfolgt über ein Zuführsystem. Die Einpresselemente werden über einen Schussschlauch in die Setzeinheit transportiert. Die effektive Länge des Schusschlauchs vom Zuführsystem zur Setzeinheit beträgt 5 Meter. Sonderlängen sind möglich.
Über einen Druckluftanschluss werden die pneumatischen Ventile der Setzeinheit mit Druckluft versorgt. Über den Steuerungsanschluss erfolgt die Signalverbindung der Setzeinheit mit dem Zuführsystem und die Stromversorgung.
Versorgungsanschlüsse
1. Steuerung und Spannungsversorgung – Vom Zuführsystem zur Setzeinheit
2. Steuerung und Spannungsversorgung – Von der übergeordneten Anlage zum Zuführsystem
3. Pneumatikversorgung / Druckluft
4. Schussschlauch vom Zuführsystem zur Setzeinheit
Durch modularen Aufbau des Montagesystems sind Rachentiefen von 250mm bis 750mm des C-Rahmens und verschiedene Öffnungsweiten von 150mm bis 250mm möglich – angepasst auf individuelle Bauteile bei optimalen Taktzeiten. Eine kleinere Öffnungsweite (Zustellhub) beeinflusst die Taktzeit positiv. Die Rachentiefe gewährleistet die Bearbeitung von großen, weit auskragenden Bauteilen.
Der Sockel unterhalb des C-Rahmens beinhaltet die elektrischen und pneumatischen Steuerelemente und schützt diese vor äußeren Einflüssen.
Vereinzelung
Über die Vereinzelung der Setzeinheit wird das Einpresselement in die Beladeposition befördert. Je nach Typ des Verbindungselements werden verschiedene Vereinzelungsvarianten verwendet:
Schiebervereinzelung für Einpressmuttern / Stanzmuttern – Ein Schieber vereinzelt am Ende der Staustrecke eine Einpressmutter und schiebt diese in die Mutternaufnahme.
XZ-Vereinzelung für Nietmuttern – Die Mutter wird am Ende der Staustrecke über zwei Zylinder in die Mutternaufnahme der Zustellstange gehoben.
Schwenkgreifer für Einpressbolzen / Nietbolzen - Ein Schwenkgreifer wird unter die Zustellstange geschwenkt und der Bolzen per Ausblasdüse in die Aufnahme der Zustellstange geblasen.
Es besteht die Möglichkeit durch eine optionale Vorvereinzelung zusätzliche Bolzen auf Stau zu fördern und dadurch die Taktzeit bedeutend zu verringern. Dieser Staubereich wird von zwei Sensoren überwacht. Durch die Möglichkeit dieser zusätzlichen Magazinierung in der Setzeinheit haben die Länge des Schussschlauchs und die damit verbundene Schusszeit keinen Einfluss auf die Taktzeit.

Zustellstab (1)
Der Zustellstab dient zur Kraftübertragung zwischen Setzzylinder und Bauteil. Über die Aufnahme am Zustellstab wird das Einpresselement in das Bauteil zugestellt und verpresst.
Matrize (3)
Das zu bearbeitende Bauteil wird vom Roboter an der Matrize des C-Rahmens positioniert. Die Matrizeneinheit ist entweder in fester oder schwimmender Ausführung verbaut.
Aktiver Toleranzausgleich - Die schwimmende Matrize bei Muttern ermöglicht einen aktiven Toleranzausgleich (patentiert). Bei Bolzen erfolgt der Ausgleich durch den schwimmend geschalteten Robotergreifer.
Zustelleinheit mit Wegmessystem (4)
Das Wegmesssystem misst den Weg, den der Zustellstab beim Einpressvorgang zurücklegt. Die Qualität der Verpressung wird über den Einpressdruck und den Weg des Zustellstabs ermittelt. Das Wegmesssystem löst den Krafthub nur dann aus, wenn die Zustellung innerhalb der definierten Wegtoleranz erfolgt. Um ein hartes Auftreffen des Verbindungselements auf das Bauteil zu vermeiden, ist eine Drossel eingebaut, die den Zustellzylinder kurz vor dem Auftreffen abbremst. Der Zeitpunkt des Abdrosselns wird durch einen Sensor bestimmt.
Zwischenstück (5)
Die Setzeinheit nutzt ein patentiertes Verfahren zur Kraftübertragung auf den Zustellstab - Nachdem der Zustellstab das Verbindungselement in das Bauteil zugestellt hat, wird ein mechanisches Zwischenstück zwischen den Hydraulikzylinder und Zustellstab gefahren. Erst bei eingefahrenem Zwischenstück kann durch den Setzzylinder Kraft auf das Verbindungselement übertragen werden. Das Zwischenstück kann erst bei komplett ausgefahrenem Zustellstab eingefahren werden. Somit bleibt nur ein schmaler Spalt zwischen Verbindungselement und Bauteil, bevor Presskraft ausgeübt werden kann. Dadurch kann ein Bediener keine Gliedmaßen in die Presse bringen - das System ist dadurch besonders sicher.
Druckverstärker (6)
Der Druckverstärker erzeugt den erforderlichen Hydraulikdruck. Dafür wird pneumatischer Druck in hydraulischen Druck umgewandelt. Je höher der pneumatische Druck, desto höher ist der hydraulische Druck. Der Druckverstärker wird in einen pneumatischen und einen hydraulischen Zylinder unterteilt.
Hydraulikzylinder (7)
Der Hydraulikzylinder / Setzzylinder erzeugt die Kraft, die zum Verpressen des Verbindungselements mit dem Bauteil nötig ist. Der Zylinder wird mit hydraulischem Druck in seine Arbeitsstellung gefahren und mit pneumatischem Druck wieder zurück in die Grundstellung gefahren.
Technische Daten
Betriebsdruck
Steuerspannung
Setzhub max.
Setzkraft max. (Ausführung "standard" / "stark")
Öffnungsweite / Zustellhub
Rachentiefe / Ausladung
Effektive Leitungslänge Setzeinheit zu Zuführsystem
Schallemission
Schnittstellenanbindung
Taktzeiten
Referenz - Einpressbolzen M6; Ausführung - 80 kN; Setzkraft- 40 kN
Zustellung Verbindungselement - Fahrzeit Grundstellung-Arbeitsstellung
Zustellung Verbindungselement - Fahrzeit AS-GS
Zustellung Hubreduzierung
Zykluszeit - Zeit von Grundstellung zu Grundstellung
Setzzeit - Signal „Anforderung Setzvorgang“ der übergeordneten Steuerung bis Signal „Grundstellung“ der Setzeinheit
Abmessungen (L x B x H)
Werte gelten für eine Arbeitshöhe von 1000mm
Ausführung 80 kN
Ausführung 150 kN
Gewicht
Ausführung 80 kN
Ausführung 150 kN
6 bar
24 V / 4 A
14 mm
80 kN / 150 kN
150mm; 200mm; 250mm
250mm; 350mm; 450mm; 600mm; 750mm
5 m (standard)
ca. 78 dB(A)
Profinet (Standard), Profibus, EtherNet/IP, DeviceNet
0,8 s
0,4 s
0,2 s
3,9 s
2,13 s
von 940 x 423 x 2025 mm bis 1638 x 423 x 2225 mm
von 1000 x 423 x 2196 mm bis 1800 x 423 x 2396 mm
von 500 kg bis 1200 kg
von 750 kg bis 1850 kg
Angebotsanfrage
Sie wünschen einen Rückruf? Hinterlassen Sie Ihre Telefonnummer oder E-Mail und wir melden uns schnellstmöglich bei Ihnen!









