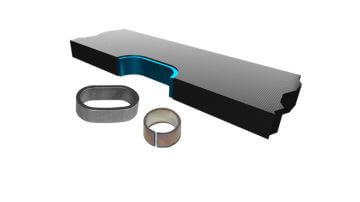
Setzkopf für Gleitlagerbuchsen, Gleitlager
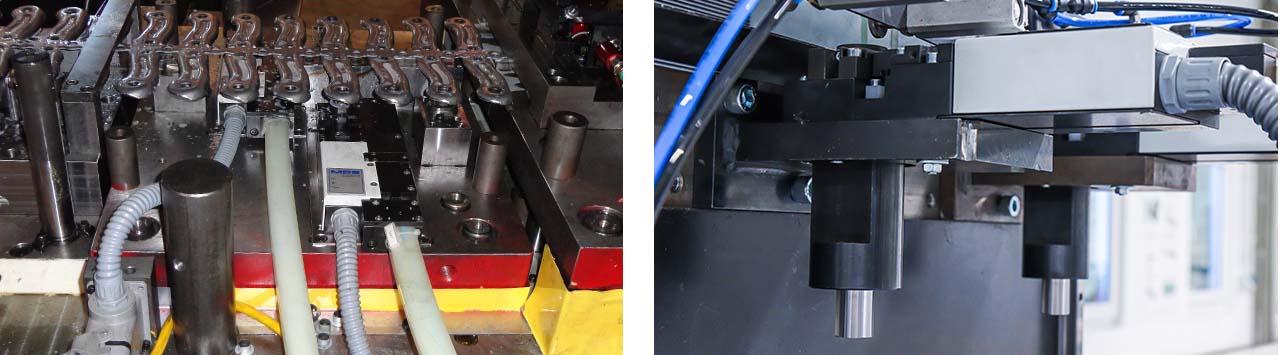
Montage unter der Presse in Stanz- und Umformwerkzeugen
Der Setzkopf PAB (Permanent Air Bushing) ist ein Montagesystem für Folgeverbundwerkzeuge und Transferwerkzeuge / Stufensätze. Der Stanzkopf wird in die Presse eingebaut, um Gleitlagerbuchsen während des Pressvorgangs in Blechbauteile einzubringen.
Abhängig von der Werkzeugart und der Presse gibt es verschiedene Anwendungsvarianten für den Stanzkopf:
- Folgeverbundwerkzeuge mit oder ohne Automatiksignal von der Presse
- Stufensätze mit oder ohne Automatiksignal von der Presse, sowie mit Blechteilabfrage im Werkzeug, oder im Greifer
Kontakt
Unser Kundenservice steht Ihnen bei allen Fragen zur Seite!




Einbau und Verarbeitung
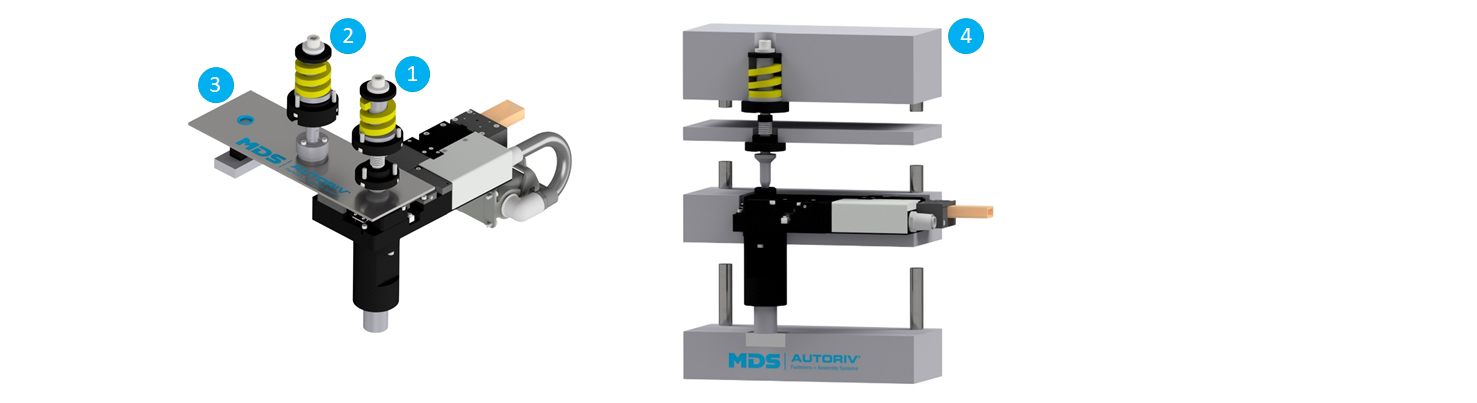
In der Regel werden die Buchsen von unten ins Blech eingebracht und von oben verbördelt. Die Verarbeitung der Buchsen erfolgt in zwei Stufen.
An der ersten Station (1) wird die Buchse ins Blech geführt. Der obere Rand bzw. der überstehende Anteil der Buchse wird um 45 Grad umgelegt, sprich vorgebördelt.
An der zweiten Station (2) wird die Buchse vollständig an das Blech angelegt. Der innere Durchmesser der Buchse wird kalibriert.
Optional kontrolliert eine dritte Station (3) die Anwesenheit der Buchse.
Der Setzkopf wird im Werkzeugunterteil oder im Federboden untergebracht (4). Die Buchse wird durch die Relativbewegung des Federbodens oder durch eine Wippe in die Vorlochung eingefügt.
Funktionsweise
Setzvorgang
Der Setzkopf wird an das zugehörige Zuführsystem für Presseanwendungen angeschlossen und über einen Schussschlauch mit Gleitlagerbuchsen versorgt. Der Stanzkopf beinhaltet eine Staustrecke und einen zusätzlichen Schieber der die Buchsen in Setzposition hält. Der Schieber wird nach dem Transport der Gleitlagerbuchse in Grundstellung zurückgezogen. Die Presse erhält eine Freigabe nachdem eine Buchse in Setzposition ist und der Schieber in Grundstellung ist. Bei fehlender Freigabe stoppt die Presse.
Hauptablauf
Der Hauptablauf koordiniert die Teileanforderung am Zuführsystem. Er stellt sicher, dass die Gleitlagerbuchse rechtzeitig in Setzposition gebracht wird und überwacht die Pressenhübe durch die Abfrage der Pressennocken.
Initialisierung
Der Setzkopf ist nach dem Einbau betriebsbereit und wechselt direkt in den Hauptablauf. Es gibt somit keine Initialisierungsroutine.
Verpressung
Die Gleitlagerbuchse wird durch den Einpressdorn in ein Bauteil gepresst, wenn die Presse auf den Einpressdorn fährt. Bei manchen Pressen darf allerdings nicht bei jedem Pressenhub eine Gleitlagerbuchse eingepresst werden, was durch eine Leerteilabfrage festgestellt wird. In diesem Fall bleibt der Schieber in Grundstellung stehen, sodass keine Buchse in die Setzposition befördert wird und beim nächsten Pressenhub keine Buchse verpresst wird.
Luftzufuhr
Über einen pneumatischen Anschluss am Zuführsystem wird Druckluft an den Setzkopf übertragen. Durch diesen Anschluss werden die Permanentluft, der pneumatische Zylinder für den Schieber und optional der Einpressdorn versorgt.
Komponenten
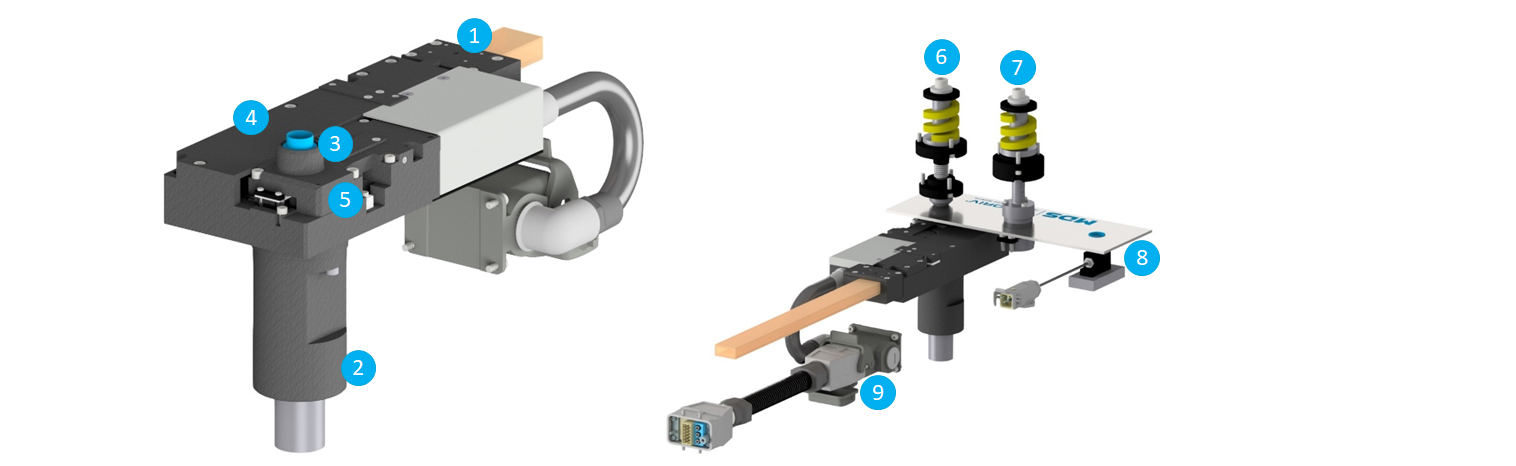
Anschlussstecker (1)
Der Anschlussstecker dient zum Anschließen des Schussschlauchs an den Setzkopf.
Plunger (2)
Der Plunger beherbergt den Einpressdorn, welcher die Gleitlagerbuchsen in das Bauteil einpresst. Der Einpressdorn wird über das Schließen der Presse betätigt und überträgt die Presskraft auf das Verbindungselement. In Grundstellung wird der Einpressdorn entweder pneumatisch oder mit einer Feder rückgestellt.
Aufschlagstück (3)
Das Aufschlagstück führt das Verbindungselement während des Einpressvorgangs.
Staustrecke (4)
Der PAB Setzkopf enthält eine Staustrecke. Diese hält weitere Gleitlagebuchsen im Stanzkopf bereit. Die Gleitlagerbuchsen werden mit Hilfe einer Permanentluft transportiert und in die Schiebeposition befördert. Die Permanentluft wird bei aktiver Schussluft kurzzeitig unterbrochen, um dieser nicht entgegenzuwirken. Bei Presseninaktivität schaltet die Permanentluft ab. Durch die Staustrecke wird eine gleichmäßige Produktion gewährleistet.
Vorschubzylinder (5)
Der Vorschubzylinder schiebt die Gleitlagerbuchse mit Hilfe eines Schiebers in die Setzposition. Der Zylinder wird von Endlagensensoren überwacht.
Vorbördelmodul (6)
Durch das Vorbördelmodul erfolgt der erste Schritt des Bördelungsprozesses. Die Einheit besteht aus zwei Komponenten. Eine ist im Niederhalter und die andere im Werkzeugoberteil eingebaut. Ein automatischer Toleranzausgleich der Blechdicken und Buchsenwanddicken sichert die Wiederholgenauigkeit und die Qualität des Bördelvorgangs. Eine Abstimmung ist nicht erforderlich.
Kalibrier- und Bördelmodul (7)
Mit dem Kalibrier- und Bördelmodul wird der Bördelungsprozess fertiggestellt. Durch das Kalibrieren wird festgestellt, ob der Innendurchmesser der Gleitlagerbuchse den Vorgaben entspricht. Im Werkzeug erfolgt ein automatischer Ausgleich von Positionstoleranzen des Bleches.
Anwesenheitskontrolle (8)
Die optionale Anwesenheitskontrolle identifiziert fehlende Buchsen im Bauteil. Wenn eine Gleitlagerbuchse im Bauteil vorhanden ist, wird der Prüfdorn, der am Bauteil aufliegt nach unten gedrückt und betätigt einen Näherungsschalter. Ist eine Buchse nicht vorhanden, wird der Schalter nicht betätigt.
Anschluss Multifunktionsschlauch (9)
Über den Multifunktionsschlauch werden sämtliche Signale vom Setzkopf an die Zuführung übertragen und die pneumatische Versorgung des Stanzkopfes sichergestellt.
Vorteile
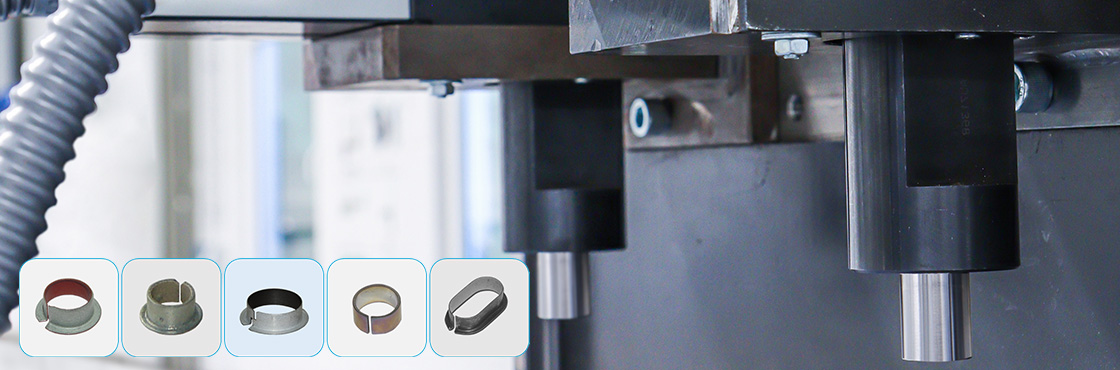
Spezialisiert auf die Verarbeitung von Lagerbuchsen und Bördelbuchsen
Die Verarbeitung erfolgt zweistufig. Alle Einpressmodule sind kraftgesteuert ausgeführt, um bei der Einbringung der Bauteile diese nicht zu beschädigen.
Hohe Produktionssicherheit und Qualität
Alle wichtigen Funktionen im Setzkopf sind sensorüberwacht mit Kommunikation zum Zuführsystem, um die Presse im Falle einer Störung weit vor dem oberen Totpunkt (OT) zu stoppen und somit Werkzeugbeschädigungen zu vermeiden.
Sicherheit bei Coilwechsel und bei Leerteilen in der Produktion (Stufensätze)
Der Vorschubzylinder fährt nur in die Setzposition, wenn auch eine Buchse verarbeitet werden soll. Stufensatz: Bei einem Leerteil fährt der Vorschubzylinder nicht in die Setzposition. Dies erfolgt erst dann, wenn wieder ein Teil vorhanden ist. Der Leerteilsensor befindet sich entweder in den Transfergreifern oder in der Werkzeugstufe selbst. Coilwechsel: Muss ein Coilwechsel erfolgen, bleibt der Vorschubzylinder in Grundstellung und der Coil kann eingefahren werden als wäre kein Setzkopf im Werkzeug verbaut.
Schnelle Hubzahlen
Wenn eine Buchse in Setzposition und noch in Verarbeitung ist, kann bereits die nächste Buchse nachgeladen werden. Der Einschuss des nächsten Verbindungselements in den Setzkopf kann also parallel zu der Verarbeitung eines Elements erfolgen. Dadurch werden auch bei langen Schussschlauchlängen höhere Verarbeitungsgeschwindigkeiten erzielt.
Schnelle Inbetriebnahme
Der Setzkopf verfügt über Schnellkupplungen für den Schussschlauch und den Multifunktionsschlauch zur Kommunikation mit dem Zuführsystem. Es müssen keine einzelnen Kabel angeschlossen werden. Hierdurch wird Zeit eingespart und es werden Fehler beim Anschließen vermieden.
Maximale Verfügbarkeit
Der Setzkopf verfügt über ein großes Magazin. Hierdurch besteht keine eins zu eins Verknüpfung zwischen Stanzkopf und Zuführsystem. Das bedeutet, dass ein sporadischer Fehler in der Vereinzelung nicht automatisch zu einer Störung führt, wie bei anderen Systemen, sondern unterdrückt wird und die Presse läuft weiter. Dies führt zu einer deutlichen Steigerung der Verfügbarkeit. Diese wird zudem durch die Funktion des Pulkschusses (Es werden mehrere Buchsen in den Setzkopf geschossen und nicht eine nach der anderen) und durch die vollständige Sensorüberwachung unterstützt.
Technische Daten
Einbaubreite:
Pneumatische Versorgung:
Elektrische Versorgung:
Einpresskraft / Einpressweg:
Taktzeit:
Störkante / Mögliche Bauteiltiefe:
Arbeitsrichtung:
*Abhängig vom Verbindungselement und Länge des Schusschlauchs
100 / 120 mm
6 bar über Zuführung
24 V / DC über Zuführung
werkzeuggesteuert
bis zu 40 Hub/min*
nach Kundenwunsch
vertikal von unten nach oben
Angebotsanfrage
Sie wünschen einen Rückruf? Hinterlassen Sie Ihre Telefonnummer oder E-Mail und wir melden uns schnellstmöglich bei Ihnen!