ASN Einpressmutter
für automatisierte Zuführung und Verarbeitung

Kostengünstige Einpressmutter für übliche Leistungsanforderungen. Für verschiedene Klemmbereiche und Materialien ableitbar. Im Einsatz bei Fahrzeugherstellern (OEM) in Deutschland, Europa und USA, sehr häufig in Tier1 Ebene eingesetzt.
Blechdicke - Verwendung für Bleche ab 2mm, anpassbar an Bleche ab 1mm
Gewindegröße - M5, M6, M8, M10, M12, M14, M16, M18, M20
Material des Bauteils - Stahl, Aluminium, Kupfer, Magnesium
Außendurchmesser - Klein
Durchzugskraft - Mittel
Drehmoment - Sehr hoch
Auspresskraft - Hoch

| Gewinde (d3) | Außendurchmesser in mm (d1) | Bunddurchmesser (d2) | Höhe (l1) | Max. Bundhöhe (l2) | Vorloch Durchmesser in mm (Ø -0,1) | Min. Blechdicke in mm (s) |
|---|---|---|---|---|---|---|
| M5 | 8,70 | 6,38 | 2,00 | 0,97 | 6,53 | 1,00 |
| M6 | 11,05 | 8,72 | 4,08 | 0,97 | 8,87 | 1,00 |
| M8 | 12,65 | 10,47 | 5,47 | 0,97 | 10,62 | 1,00 |
| M10 | 16,50 | 12,67 | 7,90 | 0,97 | 12,82 | 1,00 |
Sonderausführungen - Eine Vielzahl an Parametern, bezogen auf den Einsatzbereich, Geometrie, Beschaffenheit und Oberfläche passen wir für Ihre Anforderung an.
| Gewinde | Werkstoff | Blechdicke (mm) | Auspresskraft (kN) | Verdrehfestigkeit (Nm) |
|---|---|---|---|---|
| M5 | Stahl | 1,0 | 0,53 | 3,60 |
| M5 | Stahl | 1,5 | 0,80 | 4,50 |
| M5 | Stahl | 2,0 | 1,11 | 6,80 |
| M5 | Aluminium | 1,0 | 0,30 | 3,00 |
| M5 | Aluminium | 1,5 | 0,48 | 3,60 |
| M5 | Aluminium | 2,0 | 0,85 | 5,70 |
| M6 | Stahl | 1,0 | 1,38 | 13,00 |
| M6 | Stahl | 1,5 | 1,76 | 17,00 |
| M6 | Stahl | 2,0 | 1,76 | 17,00 |
| M6 | Aluminium | 1,0 | 0,97 | 7,90 |
| M6 | Aluminium | 1,5 | 1,58 | 10,20 |
| M6 | Aluminium | 2,0 | 1,58 | 14,10 |
| M8 | Stahl | 1,5 | 1,87 | 18,70 |
| M8 | Stahl | 2,0 | 1,87 | 20,30 |
| M8 | Aluminium | 1,5 | 1,57 | 13,60 |
| M8 | Aluminium | 2,0 | 1,57 | 18,10 |
| M10 | Stahl | 2,02 | 21,50 | |
| M10 | Aluminium | 1,76 | 27,10 |
Die Werte dienen nur zur Orientierung und sind nicht verbindlich.
Tests wurden in Stahl H320 LA und Aluminium EN AW-5754 durchgeführt.
| Gewindeprüfkraft | Steigung x Gewinde | Gewindetoleranz | Gewindebeschichtung als Option | Oberfläche | Verdrehsicherung (PVT) als Option |
|---|---|---|---|---|---|
| gemäß FK 10 | 0,8 x d | 6G, 6H | Nycote, Precote | Alle Oberflächen möglich | Ja |
Angebotsanfrage
Sie wünschen einen Rückruf? Hinterlassen Sie Ihre Telefonnummer oder E-Mail und wir melden uns schnellstmöglich bei Ihnen!
Einsatz und Funktion
Geeignet für: Bleche mit Zugfestigkeit kleiner 600N/mm²; Einsatz in vorverzinkte, vorlackierte Bleche möglich
Blechunterseite: Flach ohne Einprägung, optimale Verschraubungsverhältnisse (größtmögliche Klemmung)
Bohrung / Lochvorbereitung: Gestanztes Vorloch nach AUTORIV Vorgaben
Matrize: Verwendung einer flachen Matrize (optimale Standzeiten)
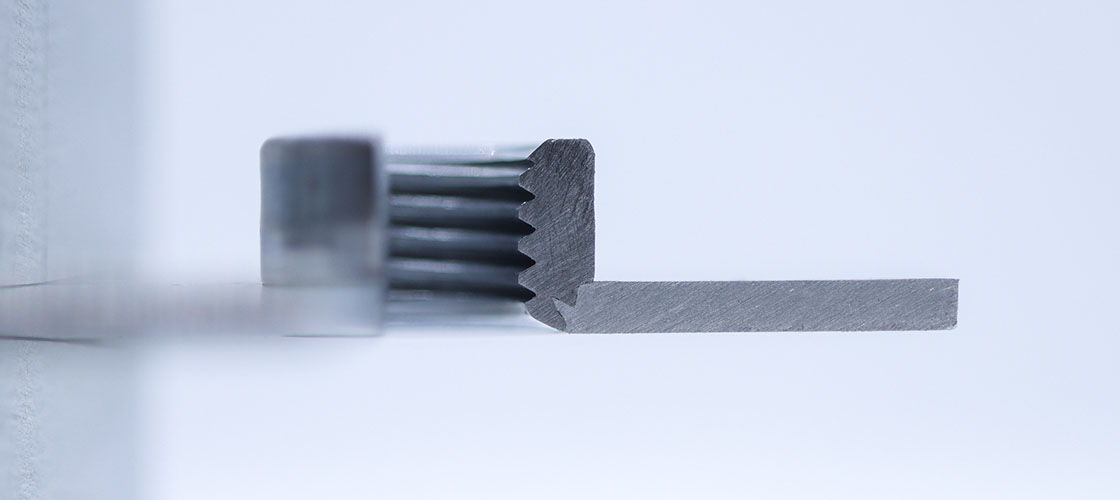
Funktionsweise: Drehmomentaufnahmen verdrängen und formen das Material in den Hinterschnitt am Bund
Außendurchmesser - Durchzugskraft: Im Standard kleiner Außendurchmesser für den Einsatz in begrenzten Bauräumen. Außendurchmesser an jeweilige Anwendung anpassbar
Kopfverrippung - Drehmoment: Rändelverrippung für hohe Drehmomentaufnahme
Bund - Auspresskraft: Bund mit Hinterschnitt zur Erzeugung der Auspresskräfte
Vorteile
- Leichterer C-Rahmen am Roboter
- Größere Ausladungen möglich
- Kürzere Taktzeiten
- Einpressen in Hinterschnitte oder Profile eher umsetzbar als mit anderen Elementen
Geringere Gefahr des Verzugs der Bauteile, insbesondere bei vielen Einpresspositionen
- Geringere Gefahr des Verzugs von Bauteilen
- Flache Blechunterseite mit größtmöglicher Fläche zur Vorspannung durch Verschraubung
- Keine Variantenvielfalt und somit ein geringerer Lagerbedarf
- Keine Verwechslungsgefahr, Vermeidung von Fehlern im Montageprozess
- Verwendung bereits vorhandener Automatisierungen / Werkzeuge, somit geringere Investitionen
Bei spezieller Auslegung größerer Ausgleich möglich
- Sicherstellung optimaler Einpressungen. Keine „Schlechtverpressungen“, somit Reduktion nachfolgender Reklamationen und Qualitätskosten
- Kein häufiges nachträgliches Teachen des Roboters notwendig
- Sicherstellung hoher Verfügbarkeit und Ausbringung, somit Kostenreduzierung
Einpressen in beengten Bauräumen möglich

















