Handarbeitsplatz
zur Verarbeitung von Verbindungselementen
Das A220-CP (Clinch Parts) Montagesystem ist ein stationärer Handarbeitsplatz zur Verarbeitung von Einpresselementen.
Der Aufbau des Montagesystems ist analog zu A240-CP Roboterarbeitsplatz mit dem Unterschied, dass das zu bearbeitende Blechbauteil vom Werker aufgelegt wird und nicht vom Roboter getragen wird. Die Zuführung von Einpresselementen kann entweder über ein Zuführsystem oder von Hand erfolgen.
Verbindungselemente - Einpressmutter, Nietmutter, selbststanzende Mutter, Einpressbolzen, Stanzbolzen / Nietbolzen
Gewindegröße - M5, M6, M8, M10, M12
Arbeitsrichtung - Von oben nach unten
Vorteile des Systems
- Prozesssichere Verarbeitung von Einpresselementen
- Parallel Drive Antrieb (patentiert) für effiziente Werkzeugbewegungen und geringen Verschleiß
- Geringer Druckluftverbrauch und aktiver Werkzeugschutz
- Aktiver Toleranzausgleich (patentiert)
- Zuführsystem und Steuerung befinden sich außerhalb des Gefahrenbereichs
- Integriertes Wegmesssystem mit aktiver Vorprüfung vor der Auslösung des Krafthubs
- Prozessüberwachung mit Kraft-Weg-Auswertung
Ausführungen
Handarbeitsplätze für verschiedene Verbindungselemente
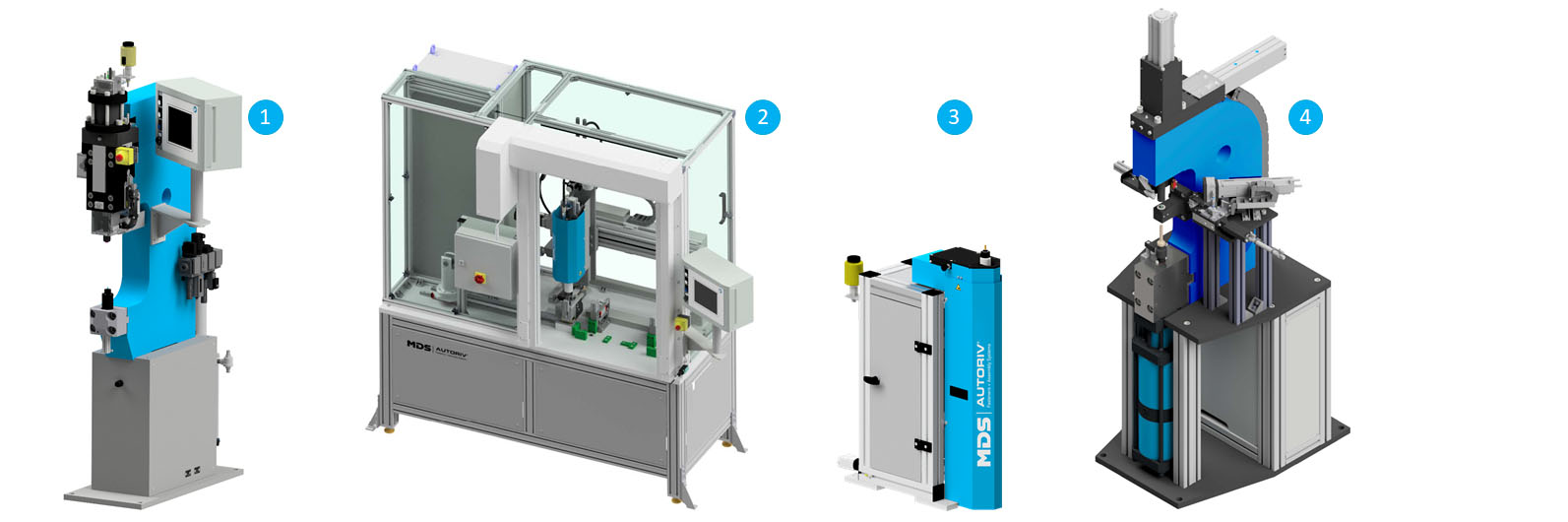
Der Handarbeitsplatz ist in verschiedenen Ausführungen erhältlich. Es können somit auch andere Typen von Verbindungselementen verarbeitet werden:
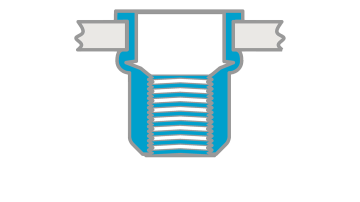
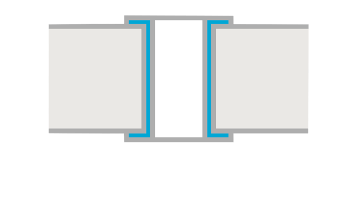
Handarbeitsplatz A220-BI (Blind Inserts) für Blindnietmuttern und Blindnietbolzen
Variante mit Arbeitsrichtung von oben nach unten (2)
Der Setzvorgang erfolgt analog zu "A230-BI mobiles Roboterwerkzeug". Das zu bearbeitende Blech wird vom Werker eingelegt und die Setzeinheit zum Bauteil geführt.
Variante mit Arbeitsrichtung von unten nach oben (3)
Der Setzvorgang erfolgt analog zu A230-BI, mit dem Unterschied, dass das zu bearbeitende Blech vom Werker auf die Setzeinheit aufgelegt wird und nicht die gesamte Setzeinheit zum Bauteil bewegt wird.
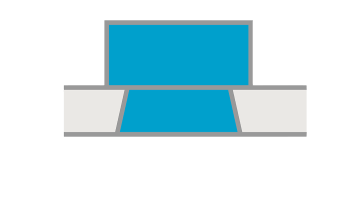
Handarbeitsplatz A220-NMS für Mutter-Scheiben-Kombination (4)
Die Mutter-Scheiben-Kombination ist eine höchstfeste strukturelle Verbindung bei einseitig zugänglichen Fügepositionen wie z.B. in geschlossenen Profilen.
Dieser Arbeitsplatz dient zum Setzen von Einpressmuttern / Nietmuttern in Kombination mit zusätzlichen Unterlegscheiben in einem einzigen Schritt. Die Unterlegscheibe wird durch einen Übergabemechanismus mit Greifer in die Matrize eingelegt. Der Werker legt das Bauteil auf die eingelegte Scheibe auf. Der Zustellstab stellt die Mutter zu und führt einen Krafthub aus, der die Einpressmutter und Scheibe mit dem Bauteil verbindet.
Funktionsweise
In der Startposition befinden sich alle Maschinenkomponenten in Grundstellung. Das Einpresselement wird vom Zuführsystem zugestellt bzw. von Hand in die Aufnahme eingelegt. Als nächstes wird das Bauteil mit beiden Händen lagerichtig positioniert und ggf. gehalten - bei Aktivierung über die Fußbetätigung.
Im Automatikbetrieb wird mit der Zweihandbetätigung, oder Fußbetätigung der Verpressvorgang gestartet und automatisch durchgeführt. Der Zustellstab fährt mit gedrosselter Geschwindigkeit auf das Bauteil.
Die Taster der Zweihandbetätigung müssen während des gesamten Setzvorgangs gedrückt werden. Wird ein Taster losgelassen, bleibt der Zustellstab stehen. Bei Aktivierung über die Fußbetätigung wird das Bauteil vor und während des Verpressvorgangs beidhändig gehalten. Erst nach abgeschlossenem Setzvorgang wird die Fußbetätigung losgelassen.
Der Zustellstab fährt nach dem Verpressen des Verbindungselements zurück in Grundstellung. Sind alle Verbindungselemente gesetzt, entnimmt der Werker das Bauteil.




Komponenten
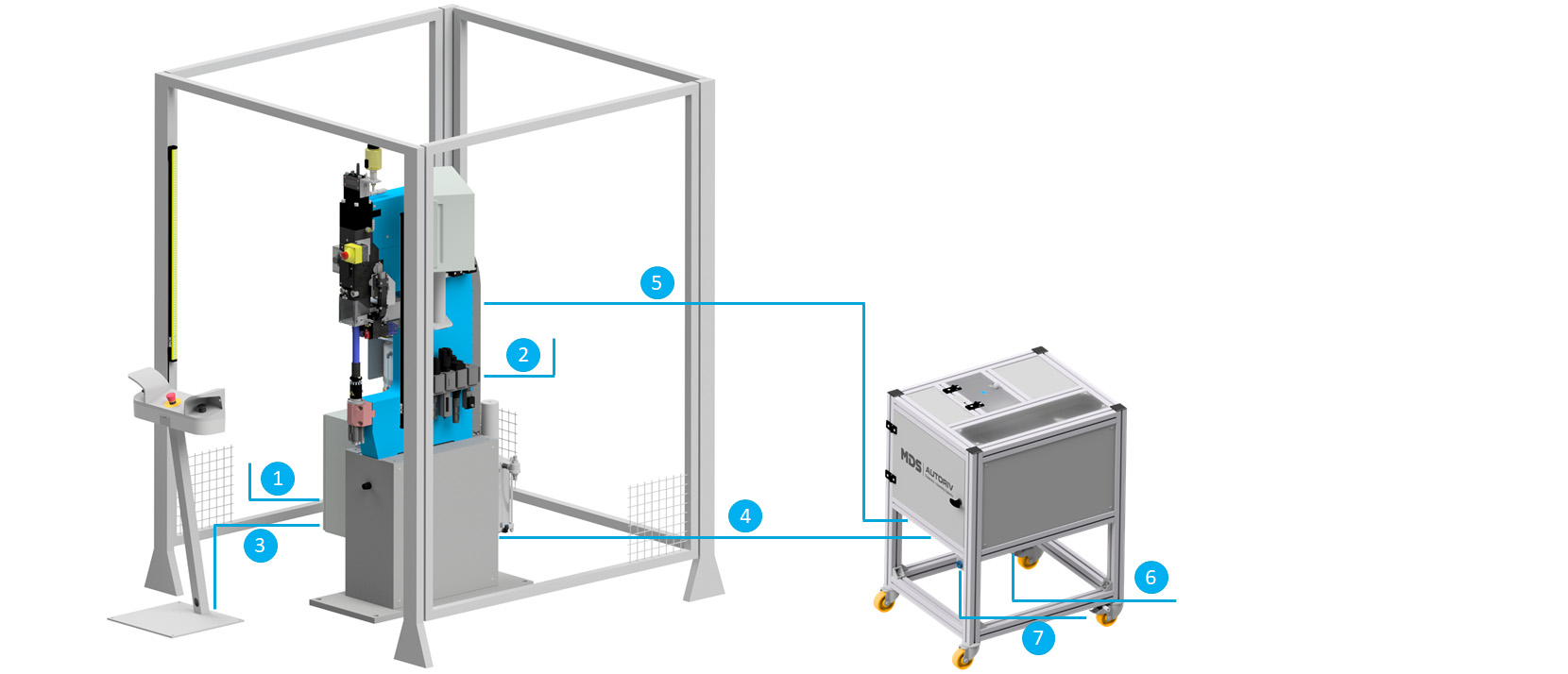
Versorgungsanschlüsse
1. Stromversorgung - Anschluss am Schaltschrank
2. Druckluftversorgung - Anschluss an der Wartungseinheit
3. Signalverbindung - Setzeinheit zur Zweihandbetätigung
4. Signalverbindung - Zuführsystem und Setzeinheit
5. Schussschlauch vom Zuführsystem zur Setzeinheit
6. Spannungsversorgung Zuführsystem
7. Druckluftversorgung Zuführsystem
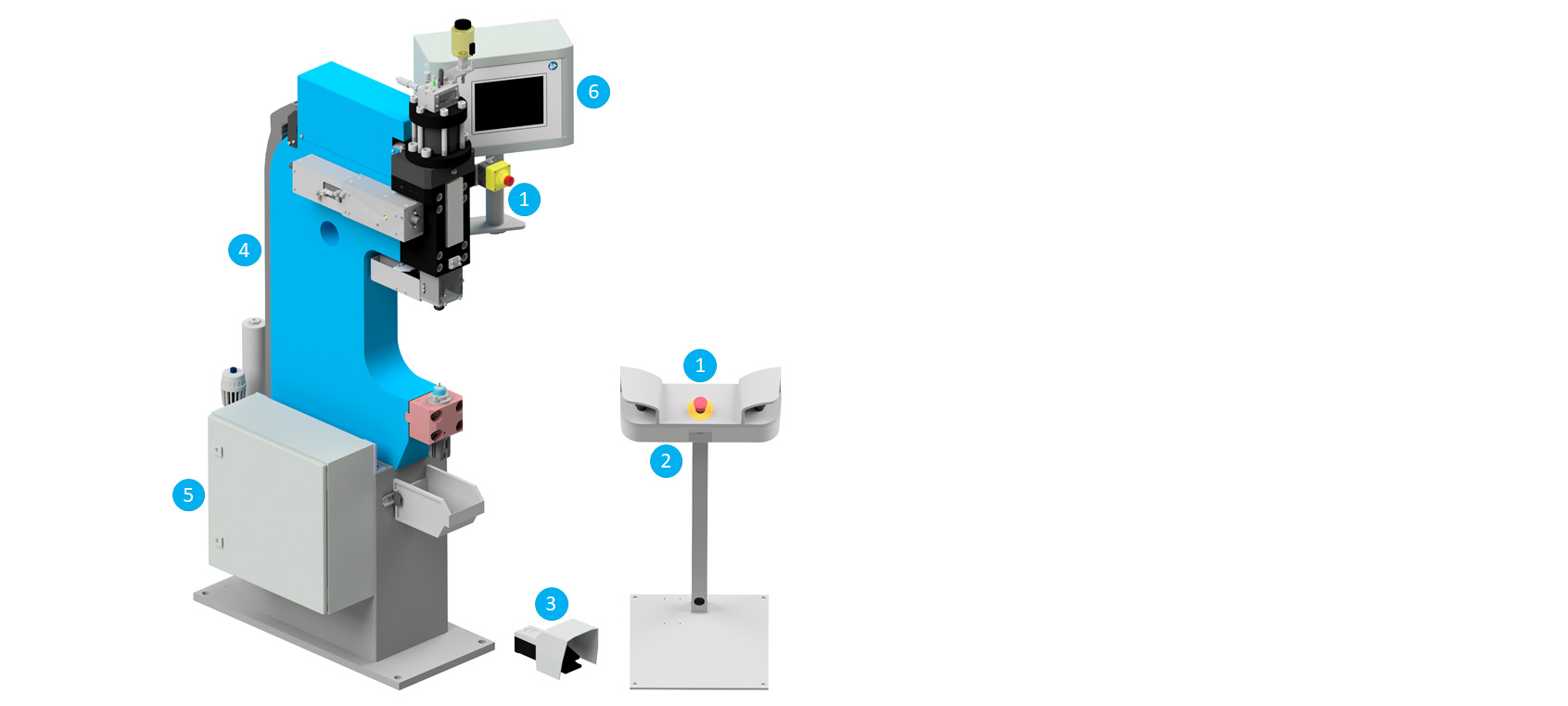
Not-Halt (1)
In gefährlichen Situationen wird der Not-Halt-Schalter betätigt. Die Setzeinheit und alle Maschinenbewegungen werden hiermit sofort außer Betrieb gesetzt.
Zweihandbetätigung (2)
Über die Zweihandbetätigung wird der Verpressvorgang gestartet. Hierzu müssen beide Taster gedrückt und gehalten werden.
Fußbetätigung (alternativ) (3)
Durch Betätigung des Fußtasters wird der Verpressvorgang gestartet. Nach abgeschlossenem Verpressvorgang wird die Fußbetätigung losgelassen.
Pneumatische Wartungseinheit (4)
Die pneumatische Wartungseinheit (hier verdeckt) überprüft, wartet und regelt die eingehende Druckluft. Über den Druckregler kann der eingehende Druck angepasst und bei Bedarf abgesperrt werden.
Siehe A240-CP Roboterarbeitsplatz für zentrale Komponenten der Setzeinheit.
Schaltschrank (5)
Der Schaltschrank beinhaltet die elektrischen und pneumatischen Steuerelemente. Das Montagesystem wird über einen Hauptschalter am Schaltschrank ein- und ausgeschaltet.
Steuerungsmodul (6)
Die Bedienung des Handarbeitsplatzes erfolgt über das Steuerungsmodul. Das Bedienpanel kann seitlich am C-Rahmen, an der Montagezelle oder am Zuführsystem angebracht werden. Zusätzlich ist eine Prozessauswertung über die Software des Steuerungsmoduls möglich. Hier wird eine Kraft-Weg-Kurve des gesamten Setzprozesses aufgenommen und ausgewertet.
Bedienung
Automatikbetrieb
Das Einpressen von Verbindungselementen erfolgt im Automatikbetrieb. Bewegungen werden erst ausgelöst, wenn die entsprechenden Freigabesignale an das Montagesystem übermittelt wurden.
Handbetrieb
Im Handbetrieb werden Einstellungen an der Setzeinheit vorgenommen. In dieser Betriebsart lassen sich Bewegungen einzeln aktivieren.
Prozesssicherheit
Der Handarbeitsplatz wird so positioniert, dass der Bediener sämtliche Bedienelemente einfach und sicher erreichen kann, damit keine gefährlichen Situationen entstehen können. Die Zweihandauslösung wird ca. 500mm von der Gefahrenstelle entfernt.
Technische Daten
Betriebsdruck
Steuerspannung
Setzhub max.
Setzkraft max. (Ausführung "standard" / "stark")
Öffnungsweite / Zustellhub
Rachentiefe / Ausladung
Effektive Leitungslänge Setzeinheit zu Zuführsystem
Schallemission
Schnittstellenanbindung
Abmessungen (L x B x H)
Werte gelten für eine Arbeitshöhe von 1000mm
Ausführung 80 kN bzw. 150 kN
Gewicht
Ausführung 80 kN
Ausführung 150 kN
Siehe A240-CP Roboterarbeitsplatz für weitere Details.
6 bar
24 V / 4 A
14 mm
80 kN / 150 kN
150mm; 200mm; 250mm
250mm; 350mm; 450mm; 600mm; 750mm
5 m (standard)
ca. 78 dB(A)
Profinet (Standard), Profibus, EtherNet/IP, DeviceNet
von 1100 x 400 x 1800 mm bis 1500 x 650 x 1900 mm
von 530 kg bis 1220 kg
von 780 kg bis 1950 kg
Angebotsanfrage
Sie wünschen einen Rückruf? Hinterlassen Sie Ihre Telefonnummer oder E-Mail und wir melden uns schnellstmöglich bei Ihnen!







