Handgeführtes Werkzeug
Handsetzgerät zur Verarbeitung von Blindnietelementen

Das A210 Montagesystem ist ein handgeführtes Werkzeug zur Verarbeitung von Blindnietmuttern und -schrauben.
Das Handsetzgerät wird pneumatisch gesteuert und ist mit einem Sensorsystem zur Kraft-Weg-Messung ausgestattet. Ein separater Druckverstärker erzeugt ausreichend Kraft zum Setzen der Blindnietelemente. Das Werkzeug ist besonders geeignet für die Montage von Verbindungselementen an schwer zugänglichen Stellen.
Verbindungselemente - Blindnietmutter und Blindnietbolzen
Schaftform - Rund, Sechskant/Hex, Teilsechskant/Halbhex
Gewindegröße - M8, M10, M12, M16
Vorteile des Werkzeugs
- Bearbeitung von Bauteilen mit erschwerter Zugänglichkeit
- Schnell wechselbare Rüstsätze für verschiedene Größen der Blindnietmuttern
- Kraft-Weg-gesteuerte Verarbeitung von Blindnietelementen
- Prozessüberwachung mit Kraft-Weg-Auswertung
- Ergonomische, kompakte Bauweise
- Nutzung von bis zu vier Setzgeräten mit einem Steuerungsmodul
Setzvorgang
Das Handsetzgerät arbeitet nach dem Spindelhub-Prinzip. Die Blindnietmutter wird per Hand ein bis zwei Gewindeumdrehungen auf die Zugspindel gedreht. Nach dem Aufspindeln kann der Setzvorgang mit dem Auslöser gestartet werden. Die Blindnietmutter wird über einen Zughub im Bauteil verstemmt. Am Ende des Setzvorgangs spindelt das Zuggewinde wieder aus. Die Einleitung des Rückhubs bzw. Ausspindelvorgangs erfolgt automatisch.
Die Fügeposition kann für den Setzvorgang nur von einer Seite zugänglich sein, wie z.B. in einem geschlossenen Profil.
Das zu bearbeitende Bauteil muss für die Montage der Blindnietmutter vorbereitet sein, eine entsprechende Aufnahmebohrung (Vorloch) aufweisen und für den Bediener gut erreichbar sein.



Komponenten
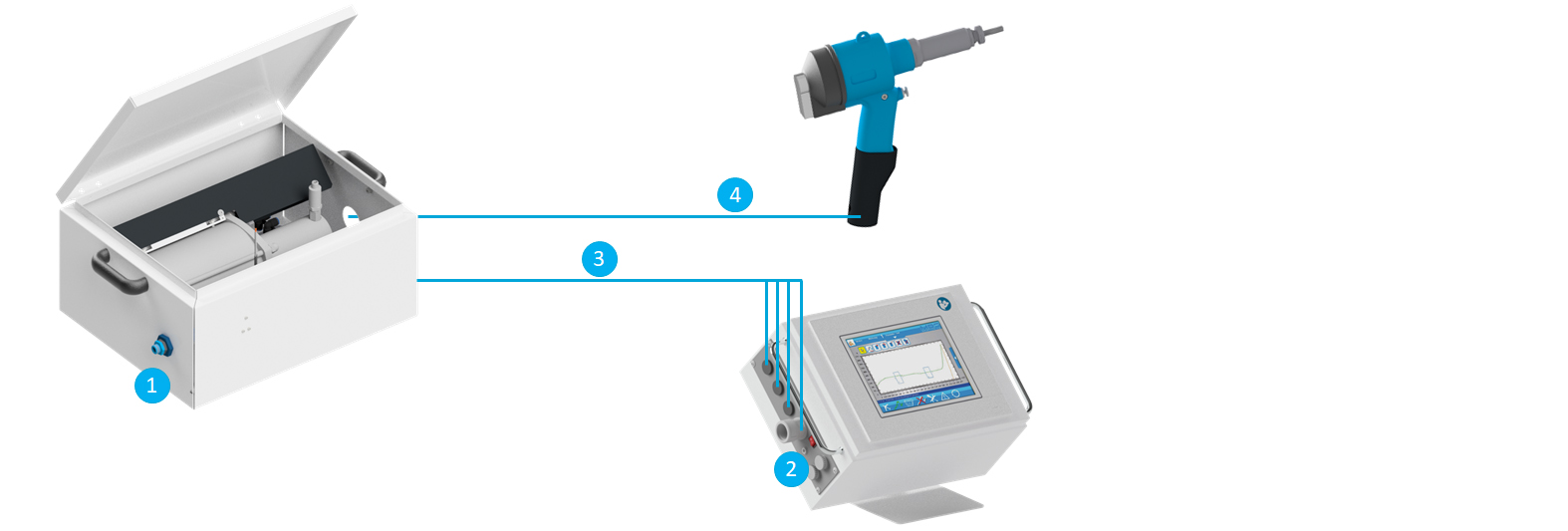
Versorgungsanschlüsse
1. Pneumatikversorgung des Handsetzgeräts
2. Spannungsversorgung des Handsetzgeräts
3. Steuerleitung (Sensorik) vom Steuerungsmodul zur Druckverstärkereinheit
4. Versorgungsleitung (Steuerung, Spannung, Pneumatik und Hydraulik) von der Druckverstärkereinheit zum Handsetzgerät
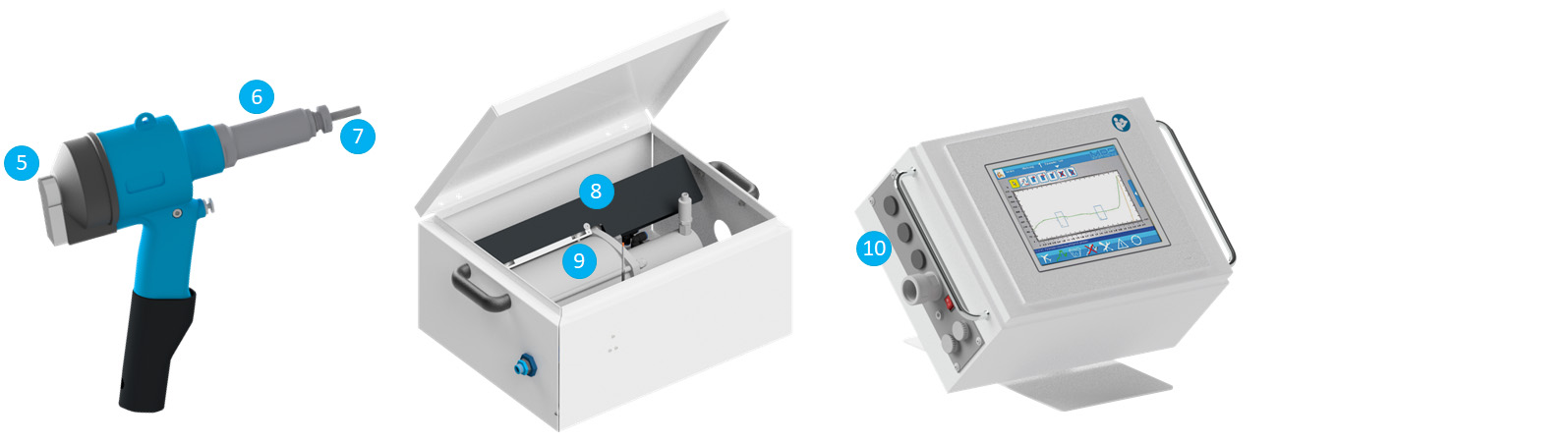
Handsetzgerät
Das Handsetzgerät ist so konstruiert, dass die Bewegungen während des Betriebs nur am Setzkopf stattfinden. Die Haltegriffe sind durch vorgeformte Griffschalen gegen Abrutschen gesichert.
Druckverstärkereinheit
Die Druckverstärkereinheit enthält ein analoges Wegmesssystem (8) und einen Druckverstärker (9). Über einen Druckluftanschluss werden die Druckverstärkereinheit und das Handsetzgerät pneumatisch versorgt.
Steuerungsmodul
Die Steuerung des Montagesystems erfolgt über ein 10-Zoll Bedienpanel mit Touchscreen. Es können bis zu vier Handwerkzeuge an eine Steuerung angeschlossen werden (10). Die Anzeige kann in vier Fenster aufgeteilt werden zur gleichzeitigen Nutzung von vier Handsetzgeräten.
Steuerung
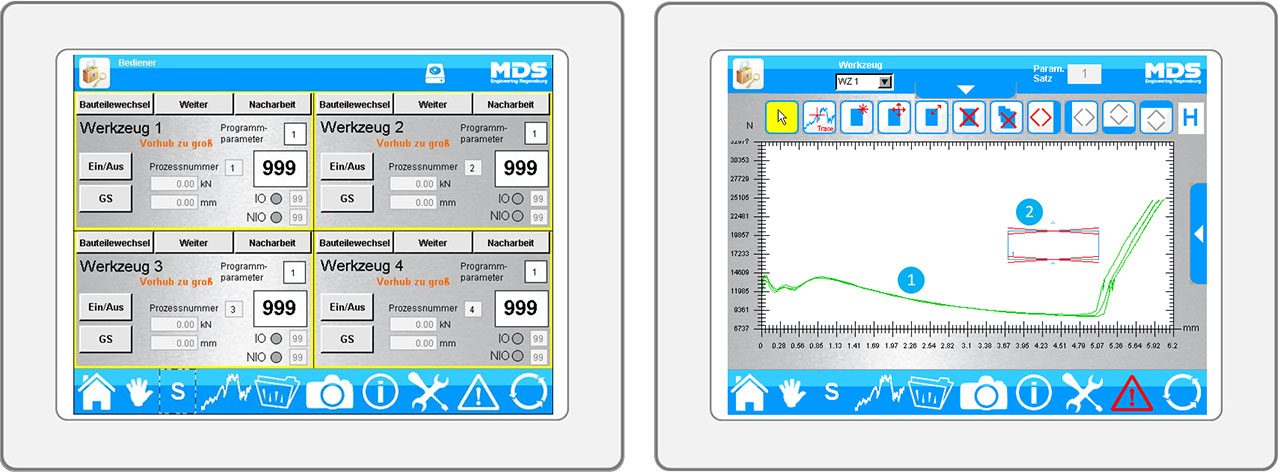
Arbeiten mit dem Steuerungsmodul
Jedes einzelne Handsetzgerät verfügt über einen Zählmechanismus, der die Anzahl der pro Bauteil zu setzenden Blindnietmuttern überwacht. Wenn alle Blindnietmuttern erfolgreich in das Bauteil gesetzt wurden, wird die Luft des Setzgerätes abgeschaltet, um dem Bediener zu signalisieren, dass der Setzvorgang für das Bauteil abgeschlossen ist. Erst durch Auslösen eines Bauteilewechsels über eine Taste am Steuerungsmodul wird der Zähler zurückgesetzt und das Setzgerät erneut mit Luft beaufschlagt.
Wenn während des Setzvorgangs eine „Nicht in Ordnung“ (NIO) - Auswertung festgestellt wird, so wird umgehend die Luft vom Setzgerät genommen, um den Bediener auf das Ergebnis aufmerksam zu machen. Erst durch Drücken auf Weiter kann der Setzvorgang fortgesetzt werden.
Mehrere Setzgeräte koppeln
Setzgeräte können durch Benutzung der gleichen Prozessnummer miteinander verkoppelt werden. Das bedeutet, dass diese Setzgeräte das gleiche Bauteil bearbeiten. Die Weiterschaltung zu einem neuen Bauteil kann nur erfolgen, wenn die Setzgeräte den Setzprozess gleichermaßen erfolgreich abgeschlossen haben.
Prozessauswertung
Bei jedem Setzvorgang wird mithilfe integrierter Sensoren und Wegmess-Systeme eine Kraft-Weg-Kurve (1) aufgenommen. Diese stellt den zeitlichen Verlauf der Verpressung dar - X-Achse Verformung in mm; Y-Achse Verformungskraft in N. Mit Überwachungsfenstern (2) können solche Kraft-Weg-Kurven qualitativ bewertet werden. Liegt die Verpressung außerhalb des definierten Fensters, wird diese als "nicht in Ordnung" deklariert.
Schnittstelle für externe Steuerung / Steuerungssoftware
Eine Schnittstelle ermöglicht es einer externen Steuerung, das Montagesystem zu steuern, anstatt das Bedienpanel zu benutzen. Deshalb finden sich Steuerbits, die den Tasten am Panel entsprechen, auch in dieser Schnittstelle wieder.
Technische Daten
Druckluft min. / max.
Luftvolumen / Zyklus
Setzhub max.
Setzkraft max. (Ausführung "standard" / "stark")
Zykluszeit (Richtwerte - Blindnietmutter Stahl M10)
Vibration
Lärmemission
Störkante / Mögliche Bauteiltiefe
Arbeitsrichtung
Längen der Versorgungsleitungen
Steuerungsmodul bis Druckverstärkereinheit
Druckverstärkereinheit bis Handsetzgerät
Abmessungen (äußere Maße)
Handsetzgerät
Druckverstärker
Steuerungsmodul (zzgl. Anschlüsse und Stecker)
Gewicht
Handsetzgerät
Druckverstärker
Steuerungsmodul
5 - 7 bar
9 Liter / 5 bar
15 mm
35 KN / 80 kN
3 - 3,5 s
< 2,5 m/s²
LpA < 77 dB(A)
nach Kundenwunsch
frei wählbar
Ausführung "standard" / "lang"
4,57 m / 9,45 m
4,57 m / 7,62 m
ca. 300 x 300 x 100 mm
ca. 600 x 400 x 300 mm
ca. 500 x 400 x 360 mm
2,5 kg
20 kg
10 kg






Angebotsanfrage
Sie wünschen einen Rückruf? Hinterlassen Sie Ihre Telefonnummer oder E-Mail und wir melden uns schnellstmöglich bei Ihnen!





