Mehr als Standardlösung
Entwicklung und Automatisierung von Sonderelementen
Wir haben mehr als eine Standardlösung für Sie. Bei uns bekommen Sie zusätzlich zu unseren Standardelementen auch Sonderelemente, die wir speziell für Sie entwickeln und automatisieren. Gerne unterstützen wir Sie mit unserer großen Entwicklungskapazität und langjährigen Erfahrung als Werkzeugbauer bei der Realisierung Ihres Projektes.
Kontakt
Unser Kundenservice steht Ihnen bei allen Fragen zur Seite!
Sonderentwicklungen sind unsere Stärke
Manche Projekte lassen sich nicht mit Standardlösungen realisieren. Somit werden Sonderelemente mit einer entsprechenden Automatisierung benötigt. Die meisten Systemlieferanten beschränken sich jedoch ausschließlich auf den Verkauf von Standards. Auch die Hersteller von Verbindungselementen haben häufig nur standardisierte Verbindungselemente im Programm.
Einen Anbieter zu finden, der auch in der Lage ist Sonderelemente zu entwickeln ist nicht einfach. Sie werden auch keinen anderen Systemlieferanten finden, der sowohl Sonderelemente als auch die zugehörige Automatisierung herstellt.

Aufgrund unserer langjährigen Erfahrung als Werkzeugbauer und großer Entwicklungskapazität sind Sonderentwicklungen unsere Stärke und ein Alleinstellungsmerkmal am Markt. Unsere Sonderlösungen kommen aus unserem über Jahrzehnte aufgebauten und serienerprobten Baukastensystem.
Der Nutzen für Sie
- Eine langjährige Erfahrung als Werkzeugbauer und Know-how sowohl bei Verbindungselementen als auch deren Automatisierung unterscheidet uns von anderen Systemlieferanten
- Garantierte prozesssichere Automatisierung
- Standard- und Sonderlösungen auf Basis unserer erprobten und bewährten Baukastensysteme
- Kurze Entwicklungs- und Lieferzeiten mit geringen Kosten und hohen Verfügbarkeiten
Anpassungen
an schwierige Einbausituationen
Oftmals ist es erforderlich, Verbindungselemente in Winkellagen zu setzen, um schwierigen Einbausituationen gerecht zu werden.
Auf Anfrage bieten wir Ihnen auch Sonderlösungen an, um Verbindungselemente an schwer zugänglichen Stellen, in beengten Bauräumen oder unter bestimmten Winkeln zu setzen, wie z.B.:
- Einpressmuttern unter einem Winkel von 60 Grad
- Kombination aus Nietmutter und Abstandshalter unter einem Winkel von 90 Grad zur Stanzrichtung
Weitere mögliche Anpassungen:
- Anpassung an ein spezielles Verbindungselement
- Anpassung an eine gegebene Sonderwerkzeugumgebung
- Individuelle Anwendungsrichtung und Versorgung mit Verbindungselementen
- Anpassung an das zu verarbeitende Bauteil und die erforderlichen Bauteiltiefen
Automatisierung von Sonderelementen
Sollte Ihre Anwendung nicht mit unserer Standardlösung umsetzbar sein, machen wir Ihnen gerne einen geeigneten Sonderlösungsvorschlag. Wir können alle denkbaren Anforderungen realisieren, wenn Standards dafür nicht ausreichend sind. Eine Grundlage hierfür schafft unser bewährtes Baukastensystem.
Gerne nehmen wir für Sie auch Anpassungen an unseren gängigen Verbindungselementen vor. Eine Vielzahl an Parametern, bezogen auf den Einsatzbereich, Geometrie, Beschaffenheit und Oberfläche des Verbindungselements, kann gemäß Ihren Anforderungen optimiert werden.
Anwendungsbeispiel
Nietmutter und Distanzbuchse im Transferwerkzeug

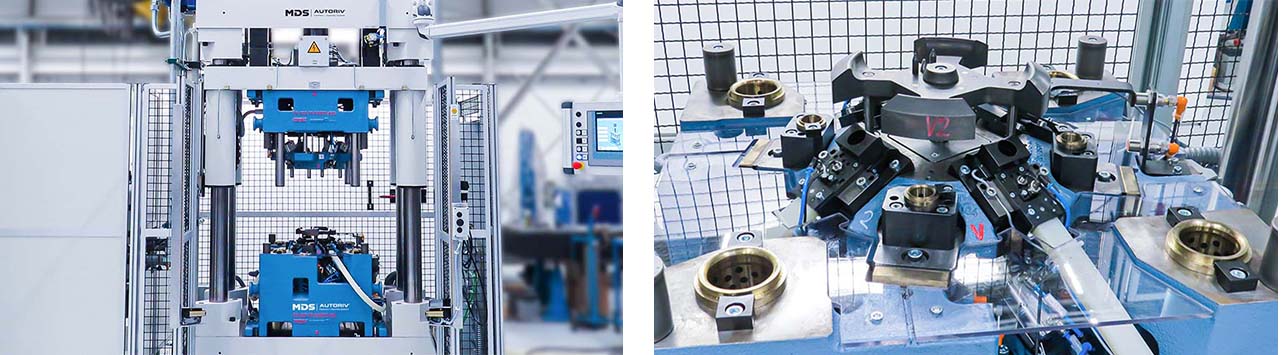
Die Aufgabenstellung unseres Kunden war es, eine Kombination aus Mutter und Abstandshalter zu entwickeln. Die beiden Teile sollten in nur einer Station im Transferwerkzeug automatisiert montierbar sein. Der Setzvorgang erfolgt in einer einzigen Matrizenstation, die im 90-Grad-Winkel zur Prägerichtung steht. Dies geschieht in einem sehr kleinen Arbeitsbereich.
Wir haben die hierfür benötigten Verbindungselemente, Nietmutter und Abstandshalter, entwickelt. Hierbei haben wir eine Reihe notwendiger Anwendungstests durchlaufen, um den Prozess abzusichern.
Die Verbindungselemente wurden vor dem Hintergrund entwickelt, sie prozesssicher im Transferwerkzeug setzen zu können. Die Entwicklung der Verbindungselemente fand somit zeitgleich mit der Entwicklung der Automatisierungstechnik statt.
Mit unserem tiefgehenden Know-how in den kritischen Bereichen konnte eine Aufgabenstellung mit dieser Komplexität effektiv und erfolgreich umgesetzt werden.
Anwendungsbeispiel
Spezialniet und Gleitbuchse im Folgeverbundwerkzeug

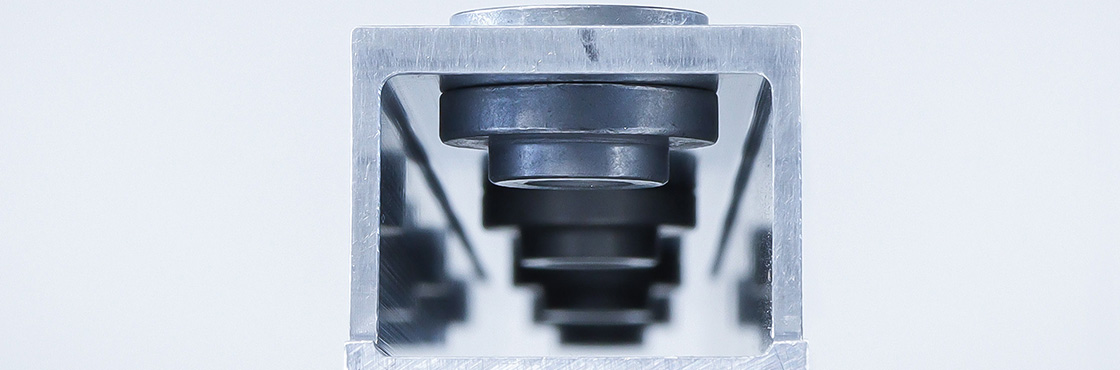
Die Aufgabenstellung war es, die von uns entwickelten Verbindungselemente, Spezialniet und Gleitbuchse mit Wandstärke von 0,5 mm, durch Bördeln mit Kalibrierung des Innendurchmessers in einem Folgeverbundwerkzeug automatisch zu montieren.
Ursprünglich war die Montage dieses Bauteils komplett außerhalb der Presse in einem nachgeschalteten Arbeitsgang als Taumelnieten geplant. Durch eine Detailänderung im Nietbereich konnten wir den Prozess des Taumelnietens direkt umgehen und somit beide Verbindungselemente vollständig unter der Presse montieren. Dadurch entfielen sämtliche Arbeitsgänge, was für unseren Kunden zu einer erheblichen Kosteneinsparung führte.
Auch bei dieser Anwendung waren wir der einzige Anbieter, der eine Aufgabenstellung mit dieser Komplexität effektiv und erfolgreich umsetzten konnte.
Anwendungsbeispiel
Blindnietmutter als Sonderausführung für die Serienfertigung
Bei einer aktuellen Anwendung von Standard-Blindnietmuttern in einem MDS Montagesystem kam es beim Kunden vermehrt zu Problemen mit Leistungswerten und der Lochfindung während des Setzvorgangs. Das vom Kunden gewählte Standardelement vom Wettbewerber wurde bis und über den Grenzbereich hinaus eingesetzt und konnte somit die Anforderungen nicht mehr erfüllen.
Mit unserer Blindnietmutter als Sonderausführung mit gezielten Optimierungen am Klemmbereich und der Einfädelspitze konnten wir die erwarteten Leistungswerte erreichen, sowie das Setzen der Blindnietelemente sichern. Durch die eingebrachten Änderungen in Kombination mit einer optimierten Lieferkette für den Quereinstieg in die Serie, konnte die Fertigung effektiver gestaltet werden.



