Lisovací šroub STN
pro automatizované podávání a zpracování

Lisovací šroub / svorník pro nejvyšší krouticí moment a vytlačovací síly. Tento klincový šroub s vynikajícím výkonem drží lépe než jakýkoli jiný klincový šroub na trhu, zejména v tenkých a měkkých plechách. Používá se u výrobců automobilů OEM v USA. Nový vývoj, další výrobci OEM budou následovat.
Tloušťka plechu - používá se pro plechy o tloušťce od 0,7 mm do 2,5 mm
Velikost závitu - M6, M8, M10
Materiál obrobku - ocel, hliník, měď
Vnější průměr - velký
Průtažná síla - vysoká
Krouticí moment - velmi vysoký
Vytlačovací síla - velmi vysoká
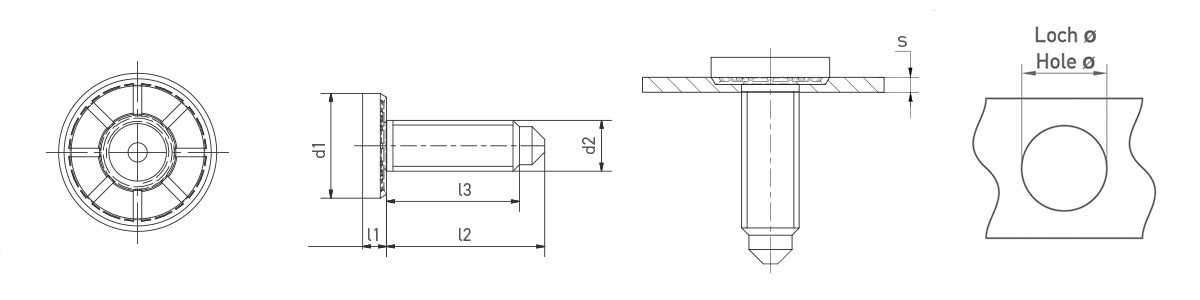
| Vlákno (d2) | Průměr hlavy v mm (d1) | Výška hlavy v mm (l1) | Výška límce | Tloušťka plechu v mm (s) | Průměr pilotního otvoru v mm (Ø -0,1) | Délka dříku v mm (l2) |
|---|---|---|---|---|---|---|
| M6 | 14 | 3,80 | 0,70 | 0,70 - 2,50 | 6,20 | 16 / 20 / 25 / 30 / 35 / 40 /45 |
| M8 | 16,50 | 3,80 | 0,70 | 0,70 - 2,50 | 8,20 | 20 / 25 / 30 / 35 / 40 / 45 / 50 |
Tolerance podle ISO 2768-m.
| Vlákno | Materiál | Tloušťka plechu (mm) | Lisovací síla (kN) | Síla při vylisování (kN) | Pevnost v krutu (Nm) |
|---|---|---|---|---|---|
| M6 | Ocel | 1,15 | 0,70 | 10 | |
| M8 | Ocel | ||||
| M10 | Ocel |
Uvedené hodnoty jsou pouze orientační a nejsou závazné.
Zkoušky byly provedeny s ocelí 20MnB4.
| Zatížení odolné proti závitům | Délka závitu | Konce závitů | Tolerance závitu | Povlak závitu jako volitelná možnost | Ochrana povrchu |
|---|---|---|---|---|---|
| podle třídy 8.8, 9.8, 10.9 možné | dle požadavků zákazníka | podle normy, stejně jako MaThread | 6g, 6h | Nycote, Precote | Možnost různých povrchových úprav |
Žádost o cenovou nabídku
Chcete, abychom vám zavolali zpět? Zanechte nám své telefonní číslo nebo e-mail a my se vám co nejdříve ozveme!
Použití a funkce
Vhodné pro: Vkládání do plechů s pevností v tahu menší než 800 N/mm²
Dno plechu: Vtlačování do dna plechu
Příprava pilotního otvoru: Příprava pilotního otvoru: Předděrovaný pilotní otvor podle specifikací AUTORIV
Raznice: Použití speciální raznice
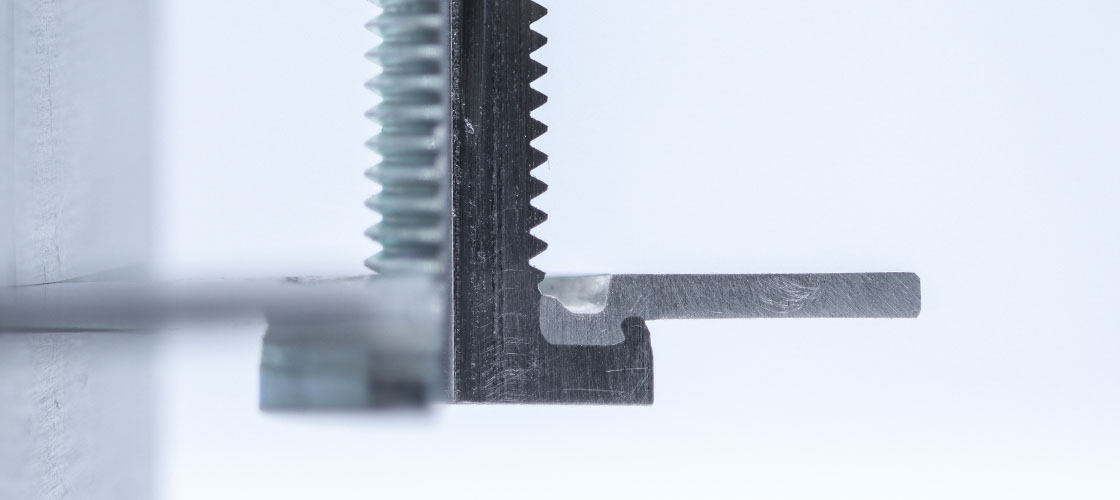
Instalace: Plech se vtlačí do prstencové drážky matice a posune se do vnějšího podříznutí a v případě silnějších plechů do vnitřního podříznutí
Vnější průměr - průtažná síla: Velký průměr hlavy, vhodný i pro hliníkové aplikace, dobrá průtažná síla
Vroubkování pod hlavou - krouticí moment: Podélná žebra pod hlavou v oblasti ražby pro vysokou absorpci krouticího momentu
Límec - vytlačovací síla: Límce s podřezáním kolem závitu a kolem vnějšího průměru pro zajištění velmi vysoké vytlačovací síly
Nejdůležitější informace
Vyšší krouticí moment a vytlačovací síly než u běžných závrtných šroubů
- Žádná diverzita, menší potřeba zásob
- Žádné riziko záměny (nesprávný spojovací materiál při nesprávném použití)
- (Opětovné) využití stávající automatizace / nástrojů, a tím snížení investic
Větší kompenzace je možná s vlastní konstrukcí, možné s vhodnou koncovkou závitu AUTORIV
- Zajištění optimálního lisování: Žádné "Not-OK lisování" s rizikem následných reklamací a nákladů na kvalitu
- Není nutné časté přeškolování robota
- Zajištění vysoké dostupnosti a výkonu, a tím snížení nákladů
- Snadnější polohování ve srovnání se svorníky, které se umisťují do úzkých pilotních otvorů.
- Nižší tvorba třísek v důsledku otěru závitu na okraji pilotního otvoru

















