Nastavovací hlava pro lisovací matice, nýtovací matice, samoděrovací matice
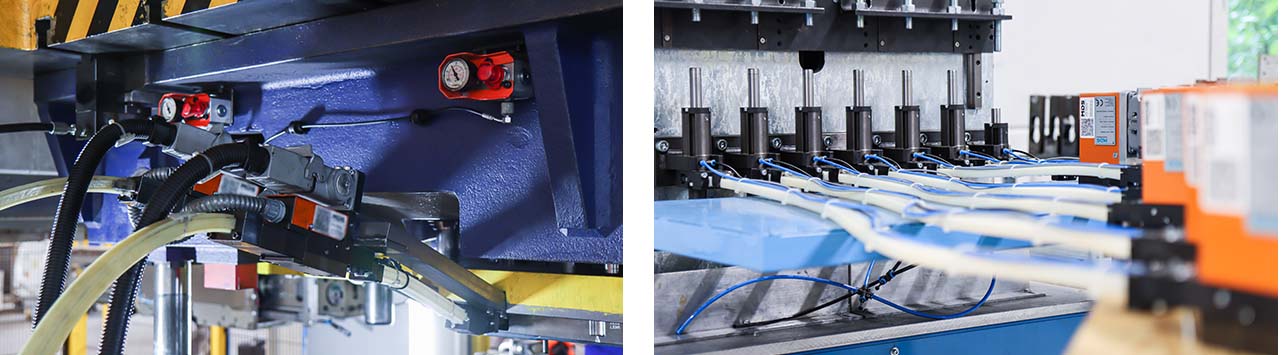
Instalace pod lisem v děrovacích a tvářecích nástrojích
Nastavovací hlava PAN (Permanent Air Nut) je montážní systém pro progresivní nástroje a přenosové nástroje. Nastavovací hlava se instaluje do lisu a slouží k nasazování lisovacích matic, nýtovacích matic a samojistných matic do plechových dílů během lisovacího procesu.
V závislosti na typu nástroje a lisu existují různé způsoby použití nastavovací hlavy
- Progresivní nástroje se signálem automatického režimu z lisu nebo bez něj
- Přenosové nástroje se signálem automatického režimu z lisu nebo bez něj a s dotazováním na plech v zápustce nebo v chapadle
Kontakt
Náš zákaznický servis vám pomůže s jakýmikoliv dotazy!
+49 (0) 941 6042-210 v němčině a angličtině





Instalace a zpracování
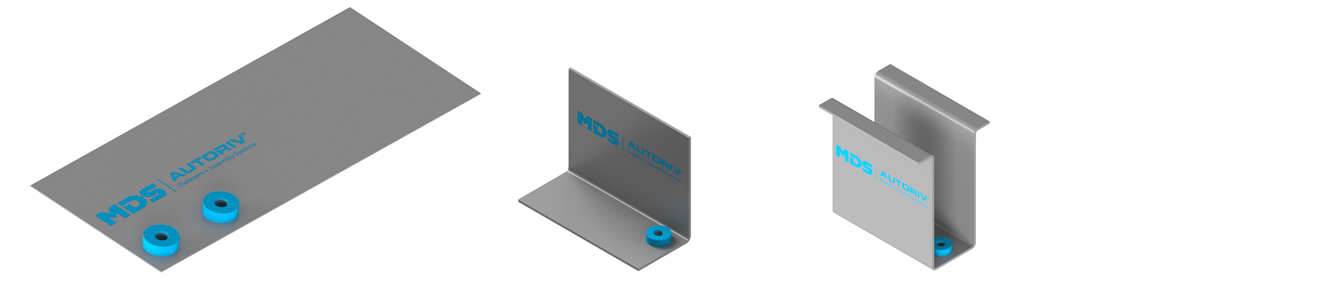
Nastavovací hlavici lze do nástroje nainstalovat tak, aby bylo možné lisovací matice umístit do plechu podle potřeby buď shora, nebo zespodu. V zásadě se upřednostňuje lisování shora.
Samojistné matice lze zaklesnout pouze shora, což umožňuje vypadnutí razníku zespodu.
Při instalaci nýtovacích matic existují různé varianty instalace nastavovací hlavy. Nýtovací matice se vždy nasazují zespodu. Jsou možná i speciální řešení.
- Zpracování s reverzní pákou ve spodní části
- Matrice se přesouvá do horní části nástroje skrze stiperovou podložku.
- Instalace v pružinové základně

Funkce
Proces nastavení
Nastavovací hlava je připojena k přidruženému podávacímu systému pro lisovací aplikace a je zásobována spojovacími prvky pomocí vystřelovací hadice. Jakmile se lisovací matice nachází v nastavovací poloze, je do lisu vyslán uvolňovací signál. Bez uvolňovacího signálu se lis zastaví.
Inicializace
Nastavovací hlava se nejprve inicializuje, aby se zajistilo, že v hlavě nejsou žádné díly. Inicializace začíná, když je nastavovací hlava uvedena do automatického režimu.
Hlavní proces
Hlavní proces koordinuje požadavek na díl do podávacího systému. Zajišťuje, aby se matice včas přesunuly do nastavovací polohy, a sleduje zdvihy lisu dotazováním vaček lisu.
Zalisování
Lisovací matice se do plechového dílu lisuje z nastavovací polohy pomocí lisovacího trnu. Když je lis otevřen v horní mrtvé poloze, je trn aktivně ovládán v základní poloze, aby se lisovací matice posunula dopředu do nastavovací polohy. Není-li během zdvihu lisu přítomen žádný obrobek, není upínací matice posunuta do nastavovací polohy. Lisovací trn zůstává v pracovní poloze v dolní mrtvé poloze díky snímání polotovaru.
Přívod vzduchu
Pneumatická přípojka na přívodním systému přenáší stlačený vzduch do nastavovací hlavy. Tato přípojka zásobuje stálým vzduchem i lisovací trn.
Komponenty
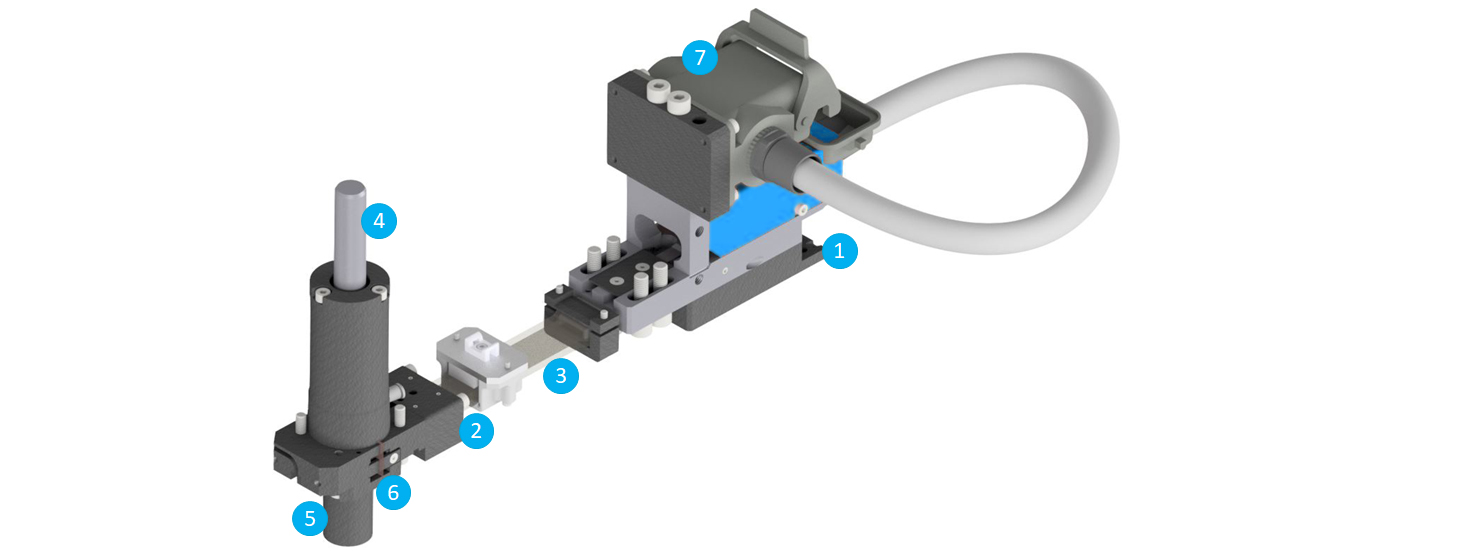
Konektor (1)
Konektorová zástrčka slouží k připojení vystřelovací hadice (3) k nastavovací hlavě.
Spojka (2)
Spojka slouží jako spojka mezi vystřelovací hadicí a vodicí jednotkou.
Píst (4)
V plunžru je umístěn lisovací trn, který zalisovává matice do plechového dílu. Trn se uvádí do činnosti zavřením lisu a přenáší přítlačnou sílu na spojovací prvek. Po otevření lisu se trn pneumaticky vrátí do výchozí polohy.
Úderný díl (5)
Nárazník vede spojovací prvek během procesu lisování. Je přesně přizpůsoben poloze v nástroji a typu spojovacího materiálu.
Vodicí jednotka s akumulační dráhou (6)
Vodicí jednotka slouží k příjmu, detekci a dodávce spojovacího prvku.
Nastavovací hlava obsahuje akumulační dráhu. Slouží k ukládání dalších spojovacích prvků pro vyrovnání výkyvů posuvu. Trvalý vzduch se používá k přesunu lisovacích matic do nastavovací polohy. Když je vystřelovací vzduch aktivní, je přívod permanentního vzduchu na krátkou dobu přerušen, aby nepůsobil proti němu. Když je lis neaktivní, trvalý vzduch se vypne. Akumulační dráha zajišťuje konzistentní výrobu.
Multifunkční hadicová přípojka (7)
Všechny signály jsou přenášeny z nastavovací hlavy do podávacího systému prostřednictvím multifunkční hadice. Multifunkční hadice rovněž zajišťuje pneumatické napájení nastavovací hlavy.
Nejdůležitější informace
Minimální náchylnost k poruchám a opotřebení
Nízký podíl pohyblivých částí zajišťuje minimální opotřebení a nekomplikovaný proces bez pohonů v nejvyšší možné míře snižuje náchylnost k poruchám.
Vysoká spolehlivost a kvalita výroby
Všechny důležité funkce v seřizovací hlavě jsou monitorovány senzory s komunikací s podávacím systémem, aby bylo možné zastavit lis v případě poruchy dlouho před horním mrtvým bodem (TDC) a zabránit tak poškození matrice.
Bezpečnost při výměně cívek a s prázdnými díly ve výrobě (přenosové matrice)
Vlisovací trn se automaticky zablokuje. To znamená, že se žádná lisovací matice nemůže dostat do nastavovací polohy. Přenosová matrice: V případě, že není k dispozici žádný obrobek, seřizovací hlava se automaticky zablokuje, dokud není přítomen požadovaný obrobek. Snímač prázdného obrobku je buď v přenosových chapadlech, nebo v samotném nástroji. Výměna cívky: Pokud je nutná výměna cívky, jsou seřizovací hlavy rovněž zablokovány a cívku lze zasunout, jako by v nástroji nebyla nainstalována žádná seřizovací hlava.
Rychlý počet zdvihů
Pulzní výstřel - do seřizovací hlavy je z podávacího systému vystřeleno několik lisovacích matic, nikoliv jedna po druhé. To umožňuje dosáhnout vysokých rychlostí zpracování i při dlouhých délkách vystřelovacích hadic.
Rychlé uvedení do provozu
Nastavovací hlava je vybavena rychlospojkami pro vystřelovací hadici a multifunkční hadici pro komunikaci s podávacím systémem. Není třeba připojovat jednotlivé kabely. To šetří čas a eliminuje chyby při připojování.
Maximální dostupnost
Nastavovací hlava má velký zásobník. To znamená, že mezi nastavovací hlavou a podávacím systémem není žádné spojení jedna ku jedné. To znamená, že ojedinělá chyba separace nevede automaticky k poruše jako u jiných systémů, ale je potlačena a lis pokračuje v provozu. To vede k výraznému zvýšení dostupnosti. Tomu napomáhá i funkce pulzního výstřelu (do seřizovací hlavy je vystřeleno několik matic, nikoliv jedna po druhé) a plný dohled nad senzory.
Technické údaje
Instalační šířka:
Pneumatický přívod:
Řídicí napětí:
Přítlačná síla / dráha:
Doba cyklu:
Hloubka zasahující hrany / možné součásti:
Pracovní směr:
*V závislosti na spojovacím prvku a délce vystřelovací hadice.
50 / 60 / 70 mm
6 barů z podávacího systému
24 V / DC z podávacího systému
v závislosti na nástroji
až 60 cyklů/min*
podle požadavků zákazníka
vertikální v obou směrech a úhlových polohách
nutná pouze minimální vzdálenost hran, obrábění je možné i přes zasahující hrany
Žádost o cenovou nabídku
Chcete, abychom vám zavolali zpět? Zanechte nám své telefonní číslo nebo e-mail a my se vám co nejdříve ozveme!