Nastavovací hlava pro distanční podložku, vysoká matice
Instalace pod lisem v děrovacích a tvářecích nástrojích
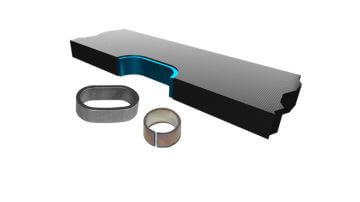
Nastavovací hlava HRN (High Riveting Nut) je montážní systém pro progresivní nástroje a přenosové nástroje. Nastavovací hlava je instalována v lisu a používá se pro distanční podložky a vysoké matice v plechových dílech během lisovacího procesu.
Nastavovací hlava zpracovává válcové spojovací prvky s poměrem: výška větší než průměr.
V závislosti na typu nástroje a lisu existují různé způsoby použití nastavovací hlavy
- Progresivní nástroje se signálem automatického režimu z lisu nebo bez něj
- Přenosové nástroje se signálem automatického režimu z lisu nebo bez něj a s dotazováním na plech v zápustce nebo v chapadle
Kontakt
Náš zákaznický servis vám pomůže s jakýmikoliv dotazy!
+49 (0) 941 6042-210 v němčině a angličtině




Instalace a zpracování
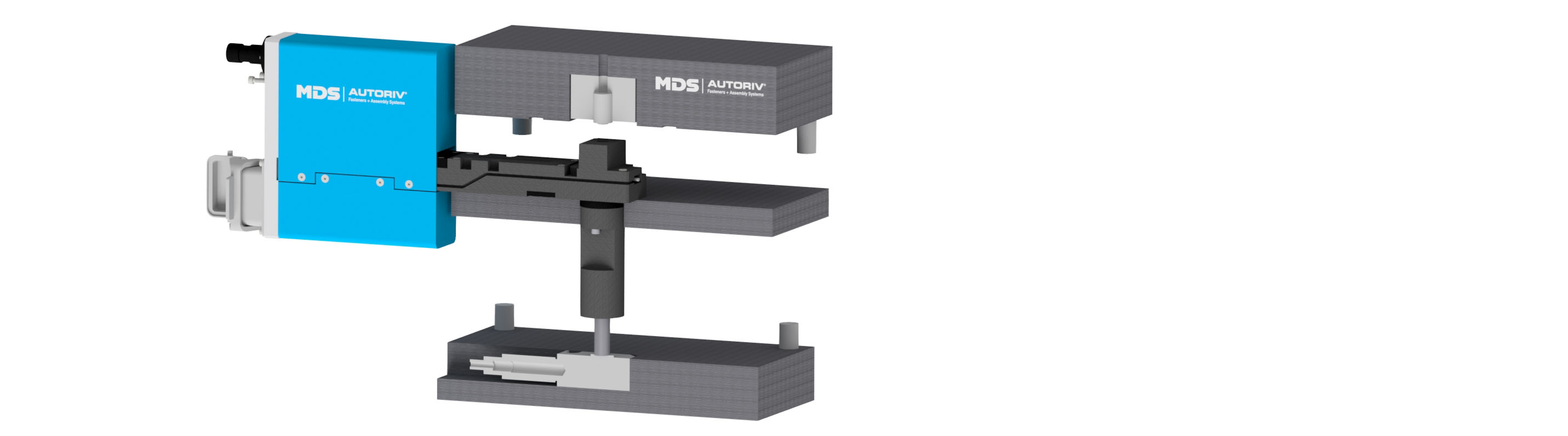
Nastavovací hlavici lze do nástroje nainstalovat tak, aby bylo možné distanční podložky nastavit do plechu buď shora, nebo zespodu.
Uložení dalších spojovacích prvků v nastavovací hlavě umožňuje zkrátit dobu cyklu nebo dosáhnout vysokého výkonu. Tím je zajištěna konzistentní výroba.
Funkce

Proces nastavení
Nastavovací hlava je připojena k příslušnému podávacímu systému pro lisovací aplikace a je dodávána s distančními podložkami pomocí vystřelovací hadice. Spojovací prvky jsou dopravovány pneumatickým válcem. Po každém zdvihu lisu se nová distanční podložka přesune do polohy pro nastavení, aby se při dalším zdvihu zalisovala do dílu. Když je distanční podložka v nastavovací poloze, je do lisu vyslán uvolňovací signál. Bez uvolňovacího signálu se lis zastaví.
Hlavní proces
Hlavní proces koordinuje požadavek na díl do podávacího systému. Zajišťuje, aby byly distanční podložky včas přesunuty do nastavovací polohy, a sleduje zdvihy lisu dotazováním vaček lisu.
Stisknutí
Distanční podložka se lisuje do plechového dílu z nastavovací polohy pomocí lisovacího trnu. Není-li během lisovacího zdvihu přítomen žádný obrobek, nedojde k posunu distančního rámečku do nastavovací polohy. Píst zůstává v horní mrtvé poloze díky snímání polotovaru. Provede se volnoběžný zdvih.
Přívod vzduchu
Pneumatická přípojka na přívodním systému přenáší stlačený vzduch do nastavovací hlavy. Tato přípojka napájí stálý vzduch, pneumatický válec pro posuvník a volitelně i lisovací trn.
Komponenty
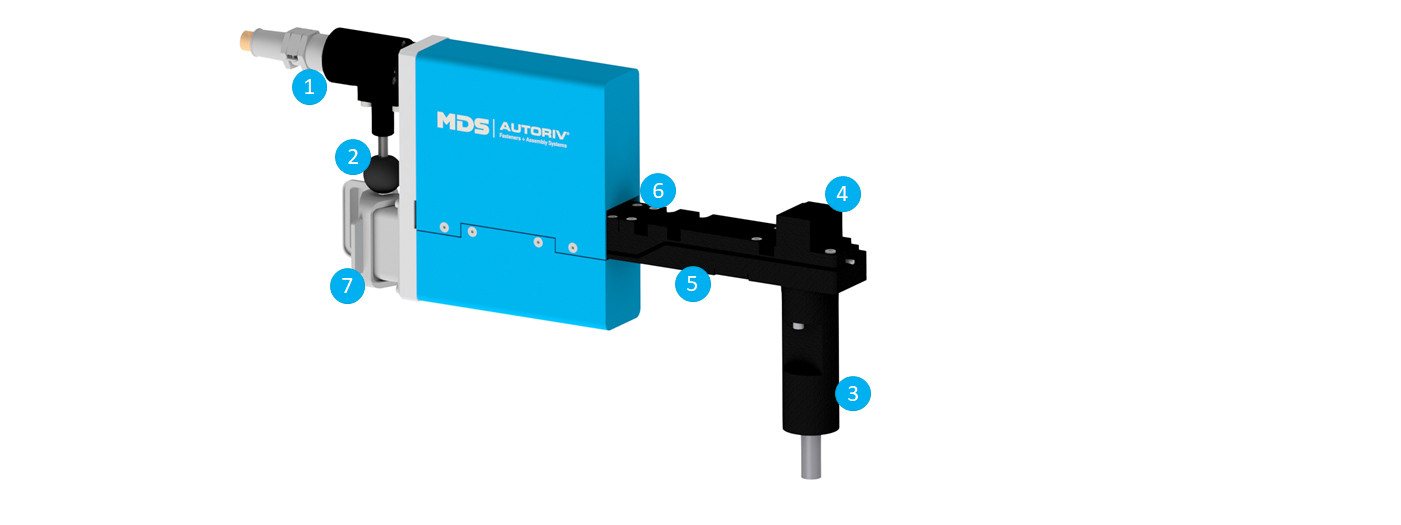
Konektor (1)
Konektorová zástrčka slouží k připojení vystřelovací trubice k nastavovací hlavě. Spojka je držena na místě pomocí zajišťovacího kolíku (2) na konektorové zástrčce nastavovací hlavy. Distanční vložka se dopravuje do akumulační dráhy prostřednictvím přívodní matice.
Píst (3)
V plunžru je umístěn lisovací trn, který vtlačuje distanční podložky do plechové součásti. Trn se uvádí do pohybu zavřením lisu a přenáší přítlačnou sílu na spojovací prvek. Po otevření lisu se trn pneumaticky vrátí do výchozí polohy.
Úderný díl (4)
Úderný díl vede distanční prvek během procesu lisování. Je přesně přizpůsoben poloze v nástroji a typu spojovacího prvku.
Akumulační dráha (5)
Nastavovací hlava obsahuje akumulační dráhu. Slouží k uložení dalších distančních podložek pro vyrovnání výkyvů posuvu. Pneumatický válec posouvá spojovací prvky dopředu do nastavovací polohy. Akumulační dráha zajišťuje konzistentní výrobu.
Přívodní válec (6)
Posuv dopředu tlačí distanční podložku dopředu, aby se zaplnila akumulační dráha.
Multifunkční hadicová přípojka (7)
Všechny signály jsou přenášeny ze seřizovací hlavy do podávacího systému prostřednictvím multifunkční hadice. Multifunkční hadice rovněž zajišťuje pneumatické napájení nastavovací hlavy.
Nejdůležitější informace
Vysoká spolehlivost a kvalita výroby
Všechny důležité funkce v seřizovací hlavě jsou monitorovány senzory s komunikací s podávacím systémem, aby se lis v případě poruchy zastavil daleko před horním mrtvým bodem (TDC) a zabránilo se tak poškození matrice.
Rychlý tah
Pokud je distanční podložka v nastavovací poloze a stále se zpracovává, může se již načítat další distanční podložka. Další upínací prvek lze tedy vystřelit do nastavovací hlavy souběžně se zpracováním jednoho upínacího prvku. To znamená, že lze dosáhnout vyšší rychlosti zpracování i při dlouhých délkách nastřelovacích hadic.
Bezpečnost při výměně cívek a s prázdnými díly ve výrobě (přenosové matrice)
Posuvný válec se pohybuje do nastavené polohy pouze tehdy, když má být instalován distanční válec. Přenosová matrice: Pokud není žádný obrobek, posuvný válec se do nastavené polohy neposune. Pohybuje se, když je přítomen obrobek. Snímač prázdného obrobku je buď v přenosových chapadlech, nebo v samotném nástroji. Výměna cívky: Pokud je nutná výměna cívky, zůstává podávací válec v základní poloze a cívku lze zasunout, jako by v nástroji nebyla nainstalována žádná nastavovací hlava.
Rychlé uvedení do provozu
Nastavovací hlava má rychlospojky pro hadici pro výstřik a multifunkční hadici pro komunikaci s podávacím systémem. Není třeba připojovat jednotlivé kabely. To šetří čas a eliminuje chyby při připojování.
Technické údaje
Instalační šířka:
Pneumatický přívod:
Řídicí napětí:
Přítlačná síla / dráha:
Doba cyklu:
Hloubka zasahující hrany / možné součásti:
Pracovní směr:
*V závislosti na spojovacím prvku a délce vystřelovací hadice.
50 / 60 / 70 / 80 mm
6 barů z podávacího systému
24 V / DC z podávacího systému
v závislosti na nástroji
až 60 cyklů/min*
podle požadavků zákazníka
vertikální v obou směrech
Žádost o cenovou nabídku
Chcete, abychom vám zavolali zpět? Zanechte nám své telefonní číslo nebo e-mail a my se vám co nejdříve ozveme!