Lisy v lisovacích a tvářecích nástrojích obvykle pracují s řízenou dráhou. Pokud stávající řízení nepočítá s kompenzací tolerancí, vedou k rozdílným výsledkům při lisování následující ovlivňující faktory: výškové tolerance spojovacích prvků, tolerance tloušťky plechu a osobní vliv obsluhy lisu při ručním nastavení lisu.
Obecně lze předpokládat, že tyto ovlivňující faktory jsou přítomny vždy a všude. Ovlivňují vzdálenost vtlačení, která se tím prodlužuje nebo zkracuje. Tato okolnost má negativní vliv na kvalitu výsledného spoje plechu. Spojovací prvky jsou buď zalisovány příliš hluboko, nebo nedostatečně hluboko. V prvním případě může dojít k poškození závitu, ve druhém případě je ovlivněna výkonnost spojovacího prvku. Použitím plynové tlakové pružiny jsou všechny tyto ovlivňující faktory v procesu lisování eliminovány.
Obsah
- Proces nastavení řízený posunem
- Proces nastavení řízený silou
- Integrace plynové pružiny
- Výhody plynové pružiny ve výrobním procesu
- Souhrn
Proces nastavení řízený cestou
Jak vznikají různé výsledky lisování?
Při procesu nastavování s řízenou dráhou je délka dráhy lisování vždy stejná. Existující tolerance týkající se výšky spojovacího prvku, tloušťky plechu a nastavení lisu však mohou vyžadovat o něco kratší nebo delší dráhu zalisování. Vzhledem k těmto tolerancím proto není pevná dráha optimální: pokud se dráha prodlouží, síla při lisování se zvýší; pokud se dráha zkrátí, síla při lisování se odpovídajícím způsobem sníží. Tyto výkyvy lisovací síly tak vedou k rozdílným výsledkům lisování.
Co je výsledkem procesu nastavení řízeného cestou?
Pokud je přítlačná síla příliš malá, nelze spojovací prvky dostatečně vtlačit do plechu. Pokud je lisovací síla příliš velká, může dojít i k plastické deformaci spojovacích prvků. Plech se také může ohýbat. V obou případech se zhoršuje kvalita výsledného spoje plechu.
Na základě konstantní tlakové vzdálenosti nyní vznikají následující scénáře.
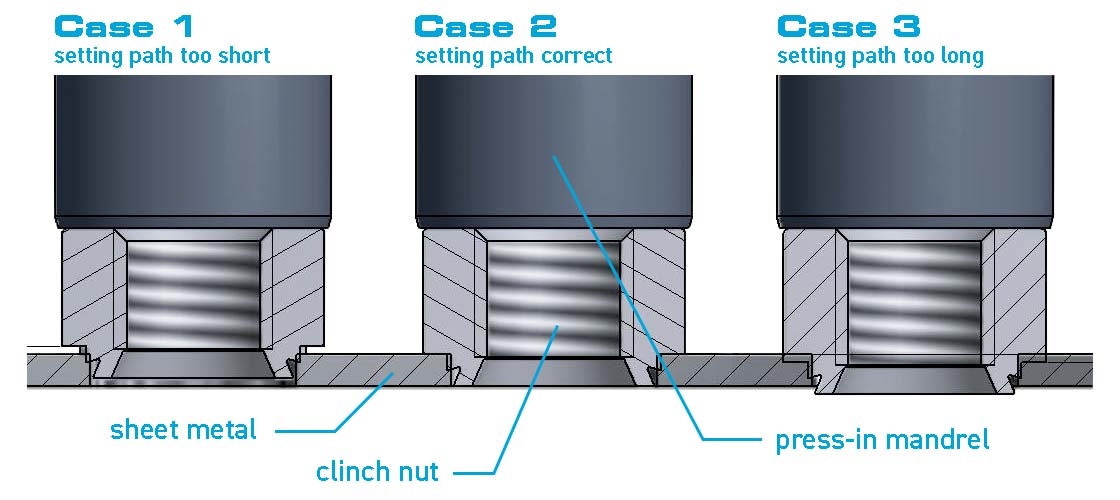
Případ 1 - Zadaná lisovací vzdálenost je příliš krátká
Vzhledem k existujícím ovlivňujícím faktorům se vzdálenost mezi lisovacím trnem a spojovacím prvkem zvětšuje, ale přednastavená dráha lisování je pevná.
Faktory ovlivňující příliš krátkou lisovací vzdálenost mohou být:
- Výška spojovacího prvku je v dolním tolerančním pásmu.
- Tloušťka plechu je minimální (příliš tenká).
- Nastavení lisu je maximální (příliš vysoké). Zdvih lisu proto může být příliš nízký.
Výsledek lisování: Spojovací prvek není dostatečně zatlačen do plechu. Mezi zalisovaným prvkem a plechovou součástí může být mezera. Zapuštěné uložení není dáno. V podříznutí lisovaného prvku může být příliš málo materiálu plechu. Plechový spoj nemá požadovanou nosnost.
Případ 2 - Zadaná vzdálenost zalisování je přesně v pořádku
Spojovací prvek je jmenovitě v tolerančním rozsahu. Dráha při lisování a síla při lisování jsou optimální. Výsledek lisování je proto také ideální. Vzhledem k tomu, že ve skutečnosti jsou uvedené tolerance vždy přítomny, nelze bez kompenzace tolerancí určit dokonalou dráhu zalisování.
Případ 3 - Zadaná přítlačná vzdálenost je příliš dlouhá
V důsledku ovlivňujících faktorů se vzdálenost mezi lisovacím trnem a spojovacím prvkem zmenšuje, ale přednastavená dráha lisování je pevná.
Faktory ovlivňující příliš dlouhou dráhu lisování mohou být:
- Výška spojovacího prvku je v horním tolerančním pásmu.
- Tloušťka plechu je na horní hranici (příliš silná).
- Nastavení lisu je příliš nízké.
Výsledek lisování: Přítlačná síla je příliš velká. Pokud je zdvih lisu příliš dlouhý, je spojovací prvek do plechu vtlačen příliš silně a může se deformovat. To může poškodit závit. V okolí spoje může dojít k deformaci plechu nebo může plech po stranách vyčnívat. Tento plechový spoj nemá požadovanou nosnost.
Žádné ideální výsledky lisování
Jak je patrné, vzhledem k existujícím tolerancím v systému nemůže dojít k optimálnímu lisování, pokud je proces nastavení řízen výhradně posunem. Optimálního výsledku lze dosáhnout změnou lisování řízeného posunem na lisování řízené silou.
Proces nastavení řízený silou
Vyrovnání tolerance pomocí tlakové plynové pružiny
Nevýhody zařízení řízeného posunem lze kompenzovat použitím plynové tlakové pružiny v nástroji. Proces nastavování řízený silou umožňuje konzistentní výsledek lisování, který splňuje požadované požadavky na výsledný spoj plechu.
K čemu slouží plynová vzpěra?
Přítlačnou vzdálenost lze měnit pomocí plynové tlakové pružiny v nástroji. V závislosti na stávajících tolerancích se zkracuje nebo prodlužuje. U silově řízeného zařízení je tedy mezi spojovacím prvkem a nastavovací hlavou vždy určitá rezerva dráhy.
Co je výsledkem silou řízeného procesu nastavení?
Na základě proměnné přítlačné vzdálenosti nyní vznikají následující scénáře.
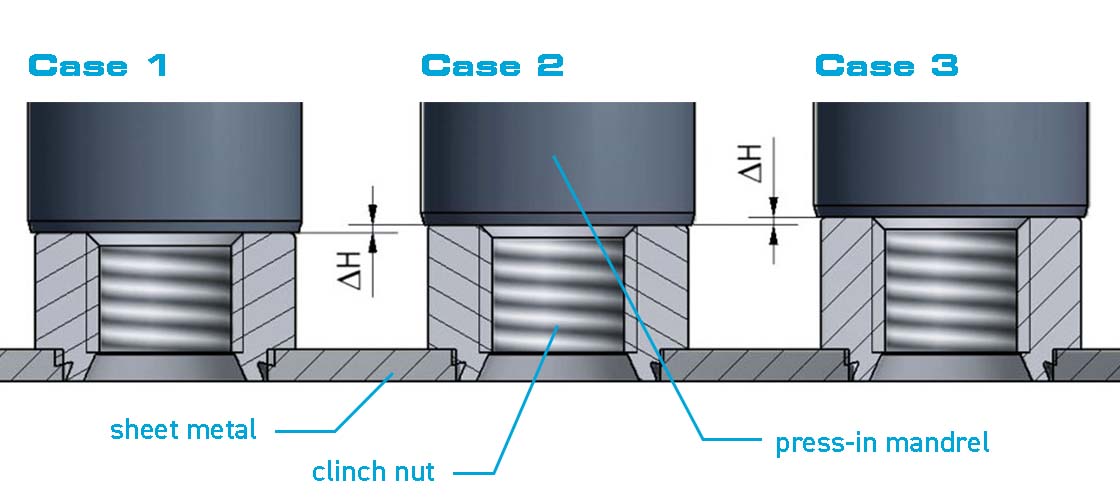
Pomocí plynové tlakové pružiny lze měnit délku lisovací dráhy. I při malých odchylkách způsobených třemi ovlivňujícími faktory je každý spojovací prvek aplikován s optimální lisovací silou, a tedy optimálně zalisován. Pro dosažení optimálních výsledků je při použití plynové tlakové pružiny nutné správné nastavení a kontrola síly..
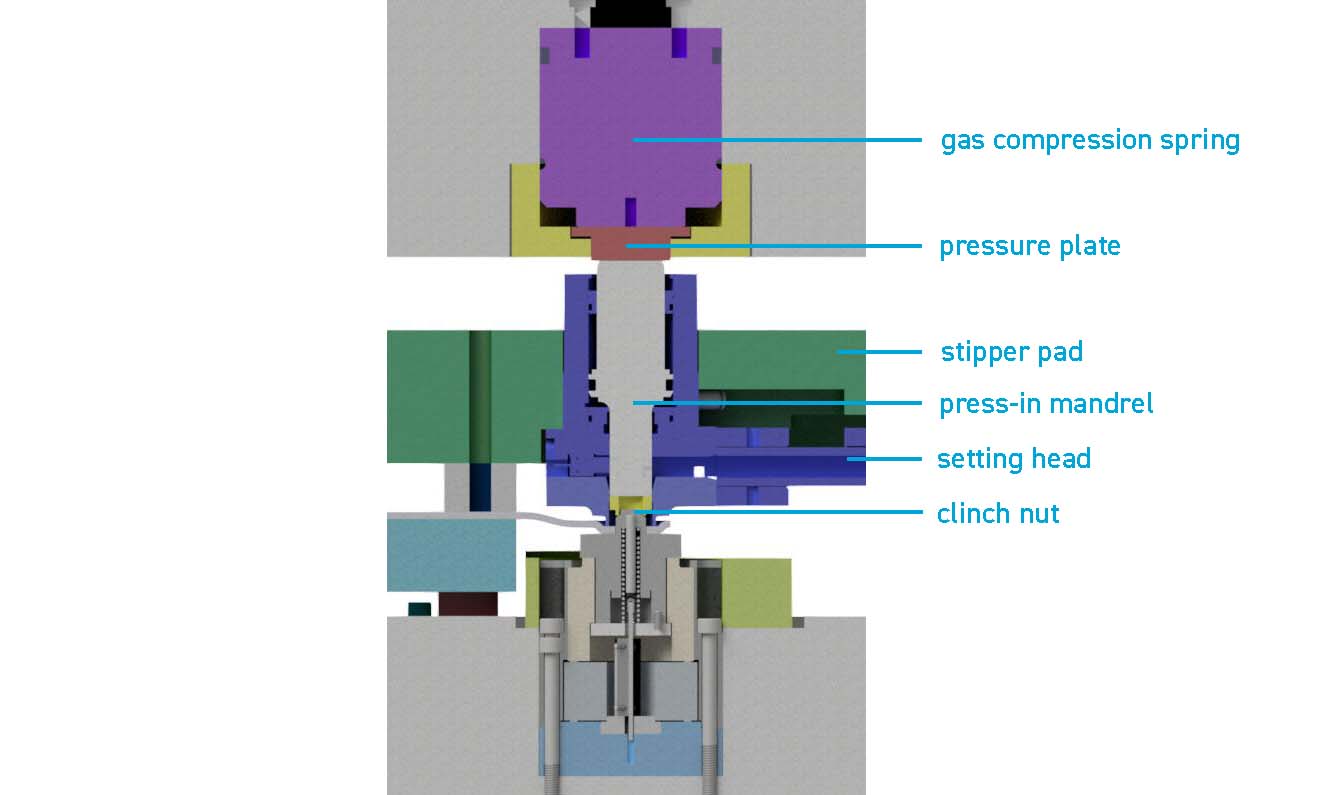
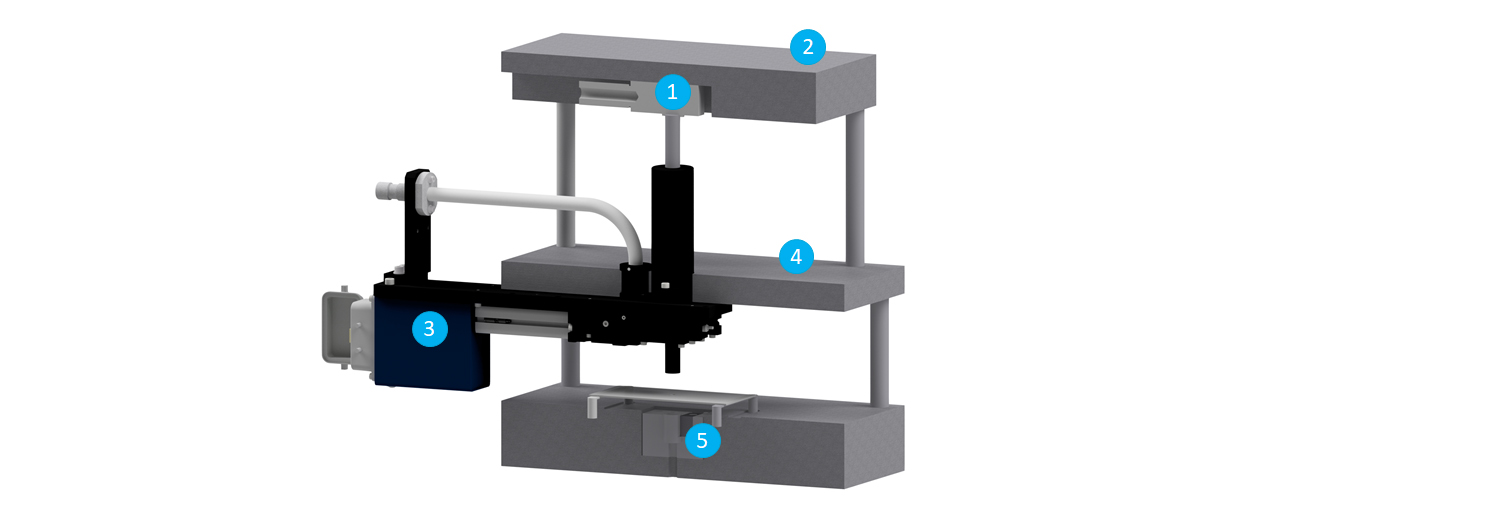
Integrace plynové vzpěry
Při používání plynové pružiny by se obecně neměly opomíjet některé důležité aspekty. Při realizaci je třeba pečlivě zkontrolovat a zohlednit následující body.
Nastavení přidržovacího zdvihu
Pro silou řízený proces nastavení je nutné provést také správné nastavení přidržovacího zdvihu. Tato úprava je však mnohem jednodušší a lze ji provést hrubším způsobem než při zpracování řízeném cestou. Při seřizování je třeba dbát na to, aby se zalisovaný trn seřizovací hlavy mohl zcela vypružit v horní mrtvé ose lisu.
V ideálním případě by měla být mezi plynovou pružinou a zalisovaným trnem v horní mrtvé poloze mezera alespoň 1 mm. V dolním mrtvém bodě lisu by měla být plynová pružina stlačitelná přibližně o 1 mm. Tím je zajištěno vyrovnání všech možných tolerancí. Aby se zabránilo poškození nástroje a razicích hlav v případě možného dvojitého krimpování v důsledku chyby obsluhy, měl by být maximální zdvih pružiny minimálně dvojnásobek výšky matice plus bezpečnostní mezera cca 5 mm.
Nastavení síly pružiny
Tlak v plynové tlakové pružině je zvolen tak, aby výsledná síla pružiny na píst odpovídala zamýšlené přítlačné síle spojovacího prvku. Plynová tlaková pružina musí být nastavitelná s ohledem na sílu.
Monitorování procesu pomocí tlakového spínače
Pro monitorování procesu se používá tlakový spínač. Tím je zajištěno, že na spojovací prvky působí správná přítlačná síla. Několik plynových pružin by mělo být vzájemně propojeno společným kruhovým vedením - se stejným spojovacím prvkem pro všechny polohy nastavení.
Připojené plynové pružiny jsou pak monitorovány jediným tlakovým spínačem, takže nepřípustné změny tlaku - příliš vysoké nebo příliš nízké - lze rychle zaregistrovat a lisy zastavit. Proto je nutné integrovat plynovou pružinu do ovládání lisu.
Pokud je tlak příliš nízký a lisovací síla příliš malá, je třeba plynovou pružinu doplnit nebo v případě netěsnosti vyměnit. Pokud je tlak příliš vysoký, může dojít k dvojímu stlačení a lis musí přejít do nouzového režimu, aby se zabránilo dalšímu stlačení a bylo možné závadu odstranit.
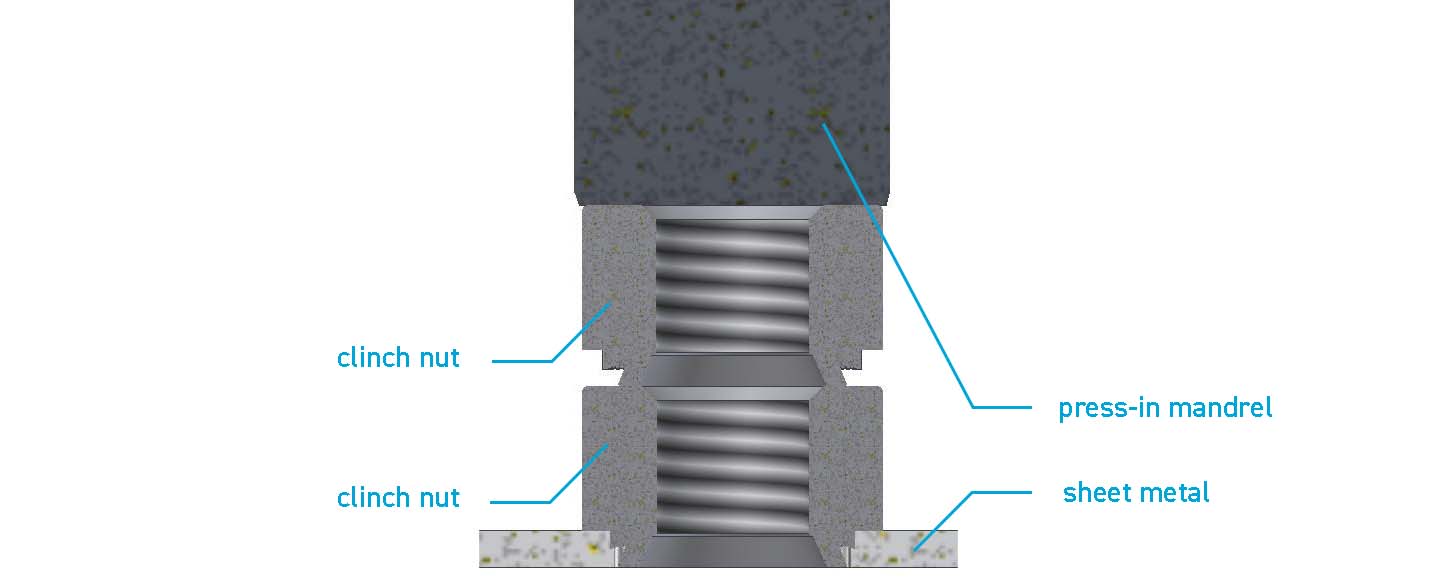
Možnost stlačení pružiny
Při stlačování plynové pružiny je v konstrukci výhodné, pokud lze bez problémů vyrovnat větší odchylky. Například dvě vložené matice mohou být v důsledku chyb v obsluze stlačeny na sebe. V takovém případě se plynová tlaková pružina nadměrně stlačí a tlak plynové tlakové pružiny se výrazně zvýší. To způsobí, že tlakový spínač okamžitě zastaví lis. Integrace tlakového spínače do řízení lisu je proto nezbytná a lze tak zabránit nebo minimalizovat poškození nástroje a lisovací formy.
Dostatečný prostor pro instalaci
U silově řízeného zařízení musí být pro plynovou tlakovou pružinu dostatečný montážní prostor. Pokud prostorové podmínky v nástroji umožňují použití plynové tlakové pružiny, je rozhodně vhodnější nastavování řízené silou než nastavování řízené posunem, zejména u spojovacích prvků s vnitřním závitem. U lisovaných šroubů není kontrola síly tak zásadní jako u lisovaných matic, ale je rovněž velmi výhodná a doporučená.
Výhody plynové pružiny ve výrobním procesu
Usnadnění práce obsluhy lisu
Obsluha lisu může pracovat rychleji a efektivněji. Při seřizování lisu se musí soustředit pouze na plech. Odpadá tak následné jemné seřizování - týkající se nastavených plechových spojů. Výsledkem je mnohem rychlejší spuštění lisu a kratší prostoje.
Konzistentní kvalita plechového spoje
Plynová tlaková pružina zajišťuje konstantní výsledky lisování, a tím i stálou kvalitu plechového spoje. Optimální lisování zajišťuje rovnoměrný výkon spojovacích prvků. Kromě toho se zvyšuje rychlost vkládání nástroje nebo cívky. Výsledkem je vyšší produkce s vyšší kvalitou a nižšími jednotkovými náklady.
Souhrn
V systému s řízenou dráhou nelze kompenzovat výškové tolerance spojovacích prvků, tolerance tloušťky plechu a konfiguraci lisu. Tyto vlivy však lze kompenzovat pomocí plynové tlakové pružiny. Bez ohledu na přítomné tolerance je výsledek lisování v systému řízeném silou optimální.
Při zvažování silově řízeného zařízení je třeba vzít v úvahu správné nastavení plynové tlakové pružiny a dostupný instalační prostor. Pokud podmínky umožňují realizaci systému řízeného silou, je rozhodně vhodnější než alternativa řízená posunem, zejména u spojovacích prvků s vnitřním závitem. Práce se silově řízeným systémem také urychluje nastavení lisu a zvyšuje produktivitu.



