Setzkopf für Abstandshalter, Distanzhülsen, hohe Muttern
Montage unter der Presse in Stanz- und Umformwerkzeugen
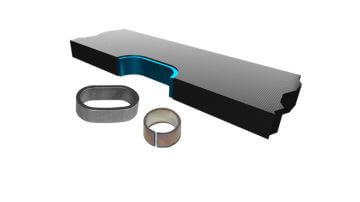
Der Setzkopf HRN (High Riveting Nut) ist ein Montagesystem für Folgeverbundwerkzeuge und Transferwerkzeuge / Stufensätze. Der Stanzkopf wird in die Presse eingebaut, um Abstandshalter / Distanzhülsen, hohe Muttern und Tankmuttern während des Pressvorgangs in Blechbauteile einzubringen.
Der Setzkopf verarbeitet zylinderförmige Verbindungselemente mit dem Verhältnis: Höhe größer als Durchmesser.
Abhängig von der Werkzeugart und der Presse gibt es verschiedene Anwendungsvarianten für den Stanzkopf:
- Folgeverbundwerkzeuge mit oder ohne Automatiksignal von der Presse
- Stufensätze mit oder ohne Automatiksignal von der Presse, sowie mit Blechteilabfrage im Werkzeug, oder im Greifer
Kontakt
Unser Kundenservice steht Ihnen bei allen Fragen zur Seite!




Einbau und Verarbeitung
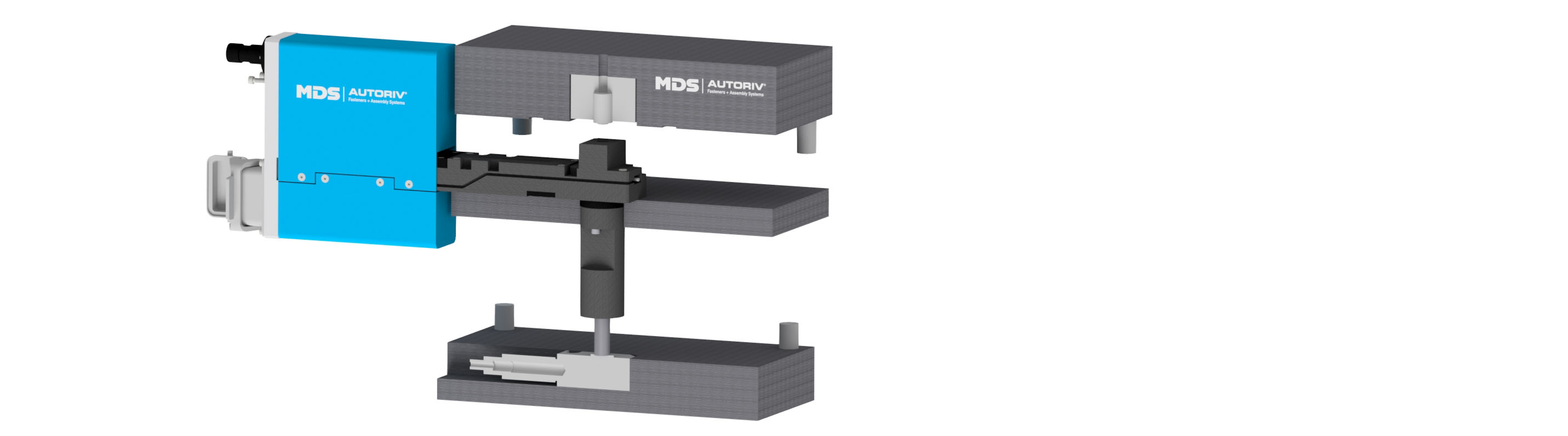
Der Stanzkopf kann im Werkzeug so installiert werden, dass die Abstandshalter / Distanzhülsen / hohe Muttern je nach Bedarf entweder von oben oder von unten in das Blech gesetzt werden können.
Eine Bevorratung von zusätzlichen Verbindungselementen im Setzkopf ermöglicht geringe Taktzeiten bzw. hohe Ausbringung. Dadurch wird eine gleichmäßige Produktion gewährleistet.
Funktionsweise

Setzvorgang
Der Setzkopf wird an das zugehörige Zuführsystem für Presseanwendungen angeschlossen und über einen Schussschlauch mit Abstandshaltern / Distanzhülsen / hohen Muttern versorgt. Die Zustellung der Verbindungselemente erfolgt über einen pneumatischen Ausdrücker. Nach jedem Pressenhub rückt ein neuer Abstandshalter in die Setzposition nach, um beim folgenden Hub in das Bauteil gepresst zu werden. Wenn ein Abstandshalter in Setzposition ist, wird ein Freigabesignal an die Presse gesendet. Ohne Freigabesignal bleibt die Presse stehen.
Hauptablauf
Der Hauptablauf koordiniert die Teileanforderung am Zuführsystem. Er stellt sicher, dass die Abstandshalter rechtzeitig in Setzposition gebracht werden und überwacht die Pressenhübe durch die Abfrage der Pressennocken.
Verpressung
Der Abstandshalter wird aus der Setzposition durch den Einpressdorn in ein Blechbauteil gepresst. Ist bei einem Pressenhub kein Werkstück vorhanden, wird auch kein Verbindungselement in die Setzposition befördert. Der Plunger bleibt per Leerteilabfrage im oberen Totpunkt. Es erfolgt ein Leerhub.
Luftzufuhr
Über einen pneumatischen Anschluss am Zuführsystem wird Druckluft an den Setzkopf übertragen. Durch diesen Anschluss werden die Permanentluft, der pneumatische Zylinder für den Schieber und optional der Einpressdorn versorgt.
Komponenten
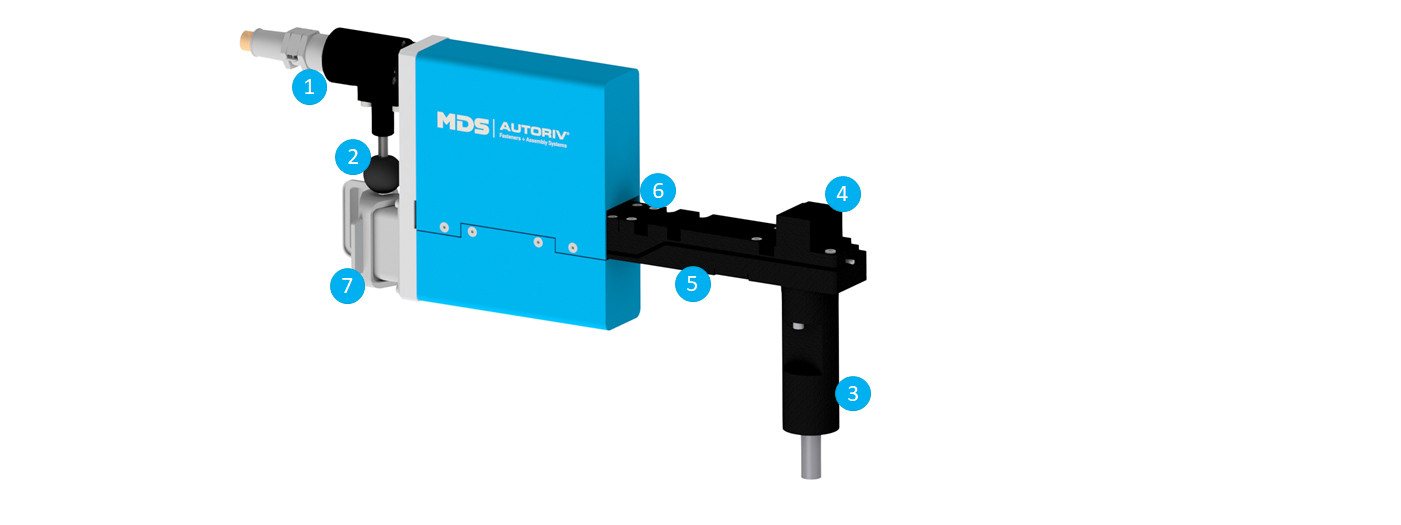
Anschlussstecker (1)
Der Anschlussstecker dient zum Anschließen des Schussschlauchs an den Setzkopf. Die Kupplung wird dabei von einem Arretierbolzen (2) auf dem Anschlussstecker des Stanzkopfes gehalten. Der Abstandshalter wird über eine Mutternzuführung in die Staustrecke befördert.
Plunger (3)
Der Plunger beherbergt den Einpressdorn, welcher die Abstandshalter / Distanzhülsen / hohe Muttern in das Bauteil einpresst. Der Einpressdorn wird über das Schließen der Presse betätigt und überträgt die Presskraft auf das Verbindungselement. Beim Öffnen der Presse wird der Einpressdorn entweder pneumatisch oder mittels Feder in Grundstellung gebracht.
Aufschlagstück (4)
Das Aufschlagstück führt den Abstandshalter während des Einpressvorgangs. Dieses ist passgenau abgestimmt auf die Lage im Werkzeug und auf den Typ des Verbindungselements.
Staustrecke (5)
Der Setzkopf enthält eine Staustrecke. Diese hält weitere Abstandshalter / Distanzhülsen / hohe Muttern im Stanzkopf bereit. Die Verbindungselemente werden mit Hilfe eines pneumatischen Zylinders weitergeschoben und dadurch in die Setzposition befördert. Durch die Staustrecke wird eine gleichmäßige Produktion gewährleistet.
Vorschubzylinder (6)
Der Mutterntransport schiebt das Verbindungselement nach vorne und füllt somit die Staustrecke.
Anschluss Multifunktionsschlauch (7)
Über den Multifunktionsschlauch werden sämtliche Signale vom Setzkopf an die Zuführung übertragen und die pneumatische Versorgung des Stanzkopfes sichergestellt.
Vorteile
Hohe Produktionssicherheit und Qualität
Alle wichtigen Funktionen im Setzkopf sind sensorüberwacht mit Kommunikation zum Zuführsystem, um die Presse im Falle einer Störung weit vor dem oberen Totpunkt (OT) zu stoppen und somit Werkzeugbeschädigungen zu vermeiden.
Schnelle Hubzahlen
Wenn ein Abstandshalter in Setzposition und noch in Verarbeitung ist, kann bereits der nächste Abstandshalter nachgeladen werden. Der Einschuss des nächsten Verbindungselements in den Setzkopf kann also parallel zu der Verarbeitung eines Elements erfolgen. Dadurch werden auch bei langen Schussschlauchlängen höhere Verarbeitungsgeschwindigkeiten erzielt.
Sicherheit bei Coilwechsel und bei Leerteilen in der Produktion (Stufensätze)
Der Vorschubzylinder fährt nur in die Setzposition, wenn auch ein Abstandshalter verarbeitet werden soll. Stufensatz: Bei einem Leerteil fährt der Vorschubzylinder nicht in die Setzposition. Dies erfolgt erst dann, wenn wieder ein Teil vorhanden ist. Der Leerteilsensor befindet sich entweder in den Transfergreifern oder in der Werkzeugstufe selbst. Coilwechsel: Muss ein Coilwechsel erfolgen, bleibt der Vorschubzylinder in Grundstellung und der Coil kann eingefahren werden als wäre kein Setzkopf im Werkzeug verbaut.
Schnelle Inbetriebnahme
Der Setzkopf verfügt über Schnellkupplungen für den Schussschlauch und den Multifunktionsschlauch zur Kommunikation mit dem Zuführsystem. Es müssen keine einzelnen Kabel angeschlossen werden. Hierdurch wird Zeit eingespart und es werden Fehler beim Anschließen vermieden.
Technische Daten
Einbaubreite:
Pneumatische Versorgung:
Elektrische Versorgung:
Einpresskraft / Einpressweg:
Taktzeit:
Störkante / Mögliche Bauteiltiefe:
Arbeitsrichtung:
*Abhängig vom Verbindungselement und Länge des Schusschlauchs
50 / 60 / 70 / 80 mm
6 bar über Zuführsystem
24 V / DC über Zuführsystem
werkzeuggesteuert
bis zu 60 Hub/min*
nach Kundenwunsch
vertikal in beide Richtungen
Angebotsanfrage
Sie wünschen einen Rückruf? Hinterlassen Sie Ihre Telefonnummer oder E-Mail und wir melden uns schnellstmöglich bei Ihnen!