Presses in stamping and forming tools usually operate in a path-controlled manner. If tolerance balancing is not provided in the existing control system, following influences will lead to different results in the clinching process: height tolerances of the fasteners, tolerances in the sheet metal thicknesses and operator`s influence on the press set-up.
In general, the assumption is that such influential factors are present anytime and anywhere. They affect the setting path, which is accordingly lengthened or shortened. These circumstances have negative effects on the quality of the resulting connection. The fasteners are pressed in either too deep or not sufficiently deep. In the first case, the thread may be damaged; in the second case, the performance of the fastener is lost. By using a gas compression spring, all of these influential factors are eliminated in the clinching process.
Contents
- Path-controlled setting process
- Force-controlled setting process
- Integration of a gas compression spring
- Advantages of gas springs in the manufacturing process
- Summary
Path-controlled setting process
What causes the different results?
In a path-controlled process, the length of the setting path is always the same. However, existing tolerances regarding the height of the fastener, the sheet metal thickness and the press setup may require a slightly shorter or longer setting path. Due to these tolerances, a fix-defined distance is therefore not optimal: If the distance is extended, the press-in force increases, if the distance is reduced, the press-in force decreases accordingly. These variations in the press-in force consequently lead to different results.
What results are achieved within a path-controlled setting process?
If the press-in force is too low, fasteners cannot be pressed sufficiently strong into the sheet metal. If the press-in force is too high, the fasteners may even be plastically deformed. The sheet metal may also deform. In both cases, the quality of the produced joint suffers.
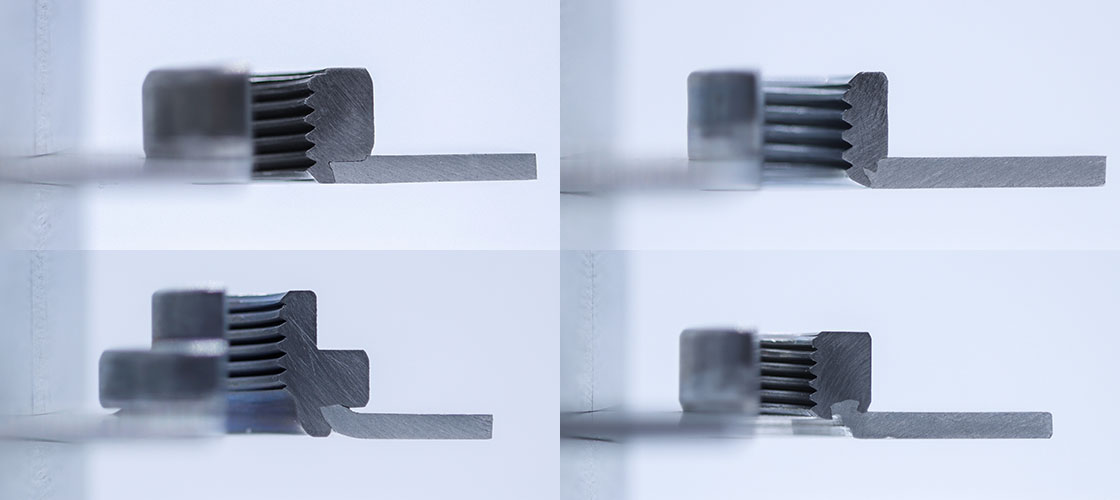
Assuming a constant setting path, the following scenarios now arise.
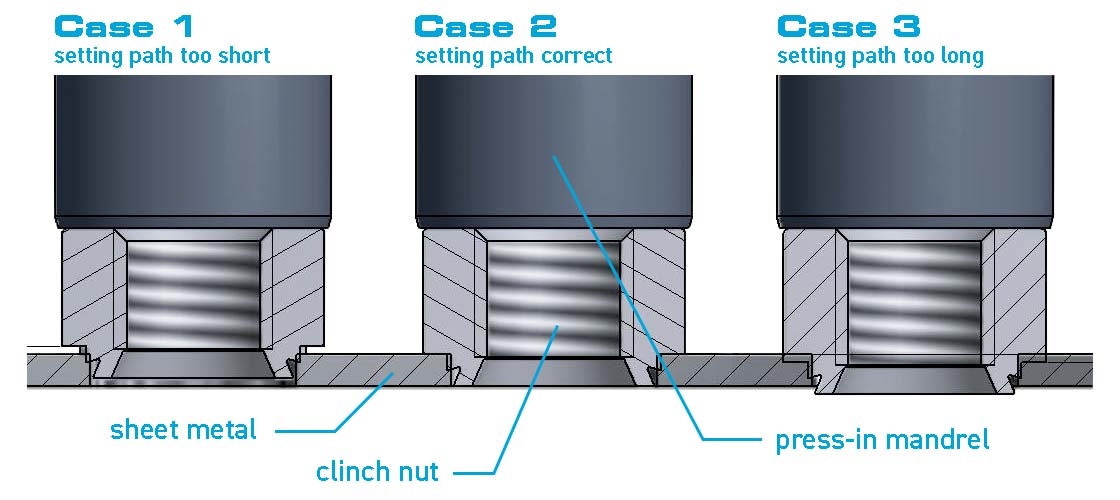
Case 1 - The preset setting path is too short
Due to present tolerances, the distance between the press-in mandrel and the fastener increases, but the preset setting path is fixed.
The influencing factors for a too short setting path may be:
- The height of the fastener is in the lower tolerance range.
- The sheet thickness is at minimum size (too thin).
- The press setup is at maximum level (too high). The press stroke may therefore be too short.
Pressing result: The fastener is not pressed strong enough into the sheet metal. There may be a little gap between the clinching fastener and the sheet metal, a flush position is not achieved. There may be not enough sheet material in the undercut of the clinching fastener. The resulting joint does not meet the required load capacity.
Case 2 - The specified setting path is correct
The fastener is in the nominal tolerance range. The setting path and the press-in force are optimal. The result is therefore ideal. Since in reality the specified tolerances are always present, it is not possible to determine a perfect setting path without tolerance balancing.
Case 3 - The specified setting path is too long
Due to available tolerances, the distance between the press-in mandrel and the fastener decreases, but the preset setting path is fixed.
The influencing factors for a too long setting path can be:
- The height of the fastener is in the upper tolerance range.
- The sheet thickness is in the upper limit (too thick).
- The press setup is too low.
Pressing result: The press-in force is too high. If the press stroke is too wide, the fastener is pressed too hard into the sheet metal and may be deformed. Under Circumstances, the thread can be damaged. Sheet metal deformation may occur around the joint, or the sheet metal can stand out on the sides. The resulting joint does not meet the required load capacity.
No ideal results
It is clear, that due to the tolerances in the system, optimum pressing results cannot be achieved as long as the setting process is exclusively path-controlled. Optimal results are reached by changing the path-controlled into a force-controlled setting.
Force-controlled setting process
Tolerance balancing with gas compression spring
The disadvantages of a path-controlled unit can be compensated by using a gas compression spring. A force-controlled setting process enables consistent results that meets the desired requirements for the produced joints.
What is the purpose of a gas compression spring?
Using a gas compression spring, the setting path inside the press is flexibly changed: It is shortened or lengthened, depending on the prevailing tolerances. In a force-controlled system, there is always a certain travel cushion between the fastener and the setting head.
What results are achieved within a force-controlled setting process?
Based on a variable setting path, the following scenarios are possible.
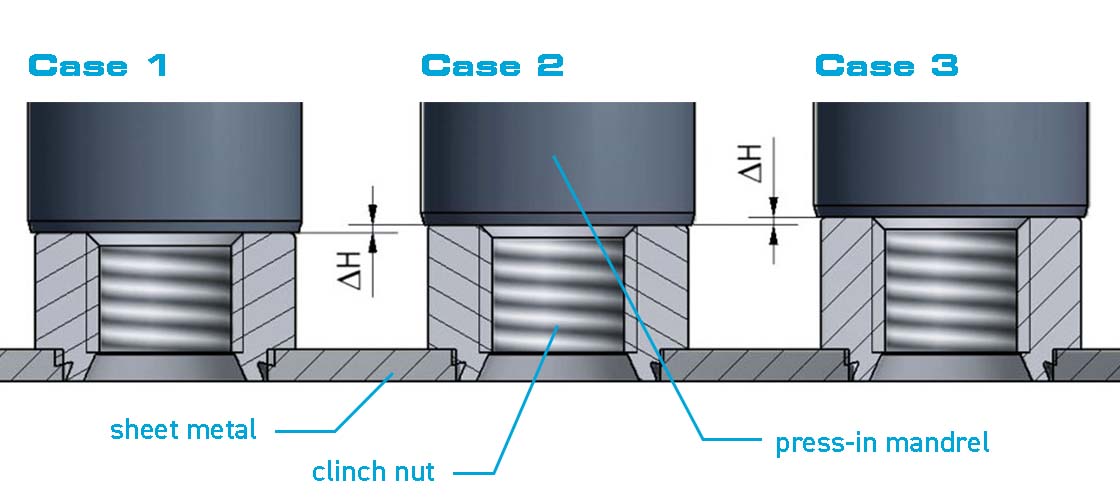
The length of the setting path is varied by using a gas compression spring. Even if there are small variations due to the tolerances, each fastener is exposed to the optimal press-in force and is thus optimally installed. For optimal results, correct adjustment and monitoring of the press-in force is required when using the gas compression spring.
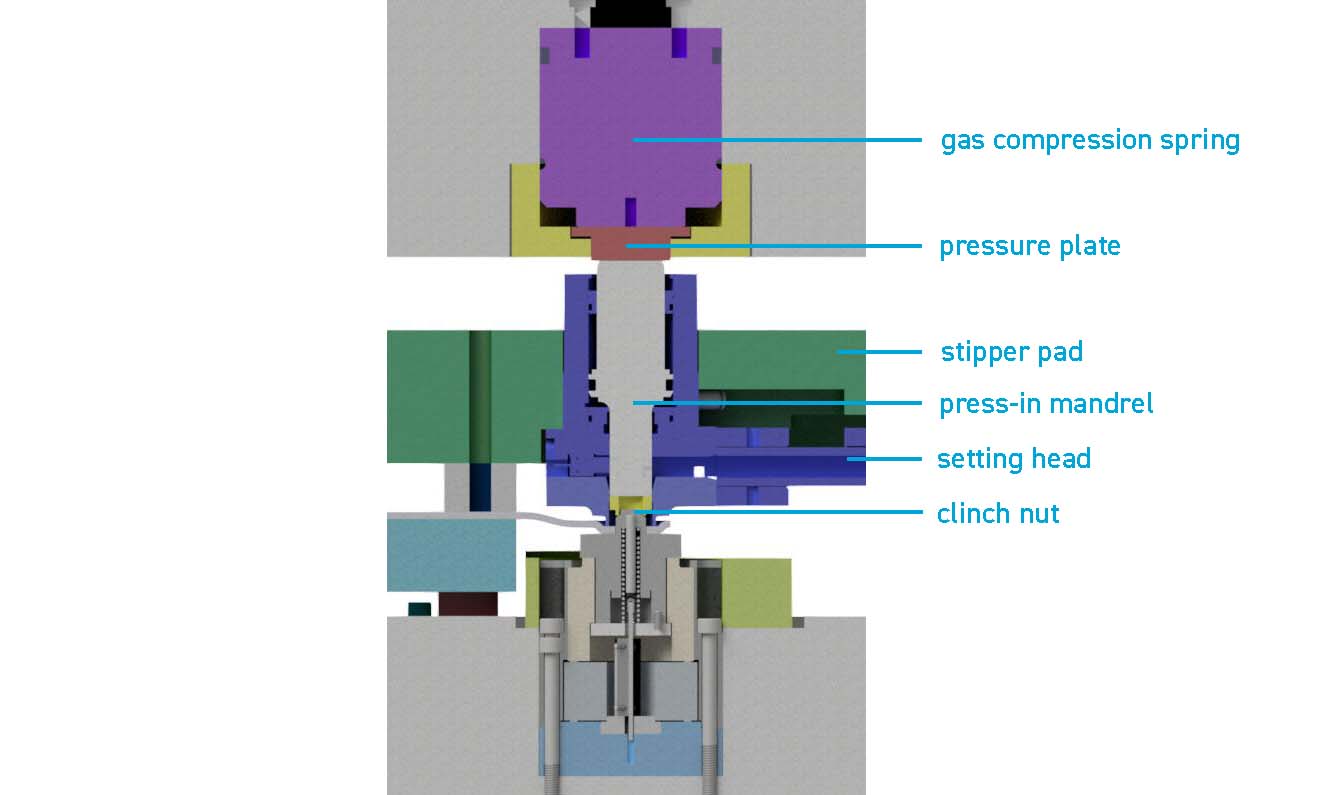
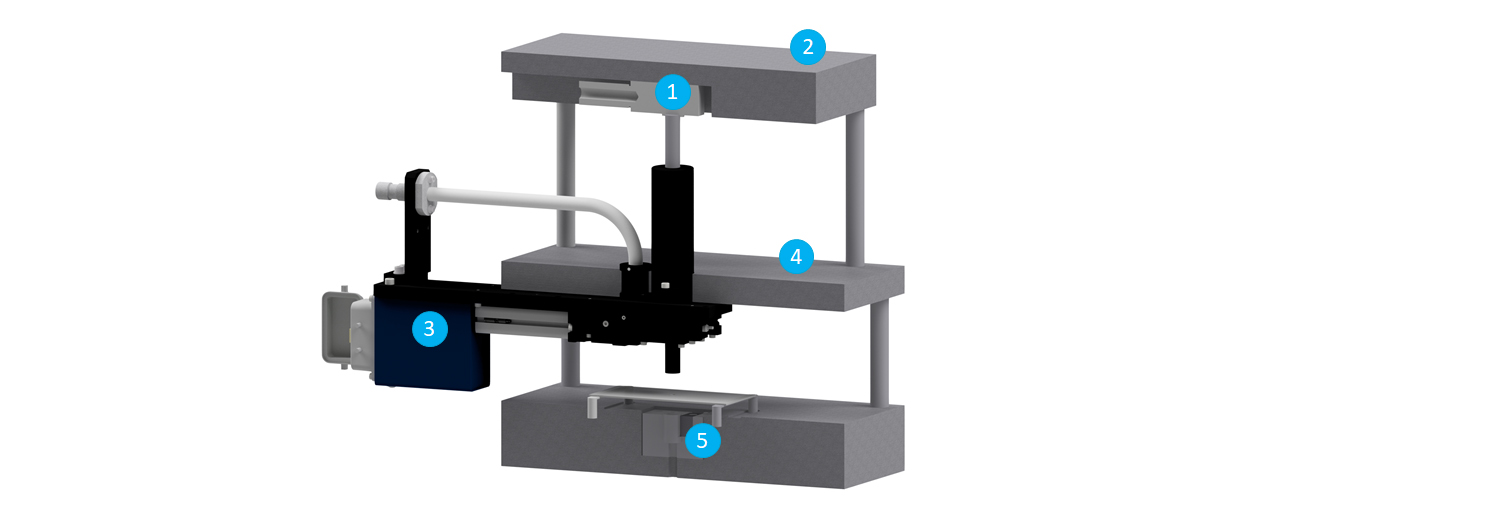
Integration of the gas compression spring
When using a gas compression spring, a few important aspects should be considered. The following aspects should be carefully reviewed and taken into account during implementation.
Adjustment of the stipper pad movement
Correct adjustment of the stipper pad movement is also important within the force-controlled setting. However, the adjustment is much easier and can be done more loosely than for path-controlled processing. During setup, it is important to ensure that the press-in mandrel of the setting head fully releases at the top dead center position of the press.
Ideally, there should be a gap of at least 1mm between the gas compression spring and the press-in mandrel at top dead center. At the bottom dead center of the press, the gas compression spring should be able to compress by approx. 1mm. This will ensure that all possible tolerances are balanced out. To prevent damage to the die or setting heads in the case of possible double pressing due to operator failure, the maximum spring movement should be at least twice the clinch nut height plus a safety gap of approx. 5mm.
Adjustment of the spring force
The pressure in the gas compression spring is adjusted so that the resulting spring force on the press-in mandrel corresponds to the intended press-in force of the fastener. The gas spring has to be adjustable with regard to the spring force.
Process controlling with a pressure switch
A pressure switch for process controlling will ensure that the appropriate press-in force is applied to the fasteners. Several gas compression springs should be connected together via a common ring line - this applies to the same fasteners for all setting positions.
A single pressure switch controls the connected gas compression springs so that unusual changes in pressure - too high or too low - can be quickly registered and the press stopped. Therefore, it is necessary to implement the gas compression spring into the controlling system.
If the pressure is too low and the press-in force too small, the gas spring has to be refilled or even replaced in the case of leaking. If the pressure is too high, there might be a double pressing and the press will go straight into emergency stop to prevent any further operation and to troubleshoot the fault.
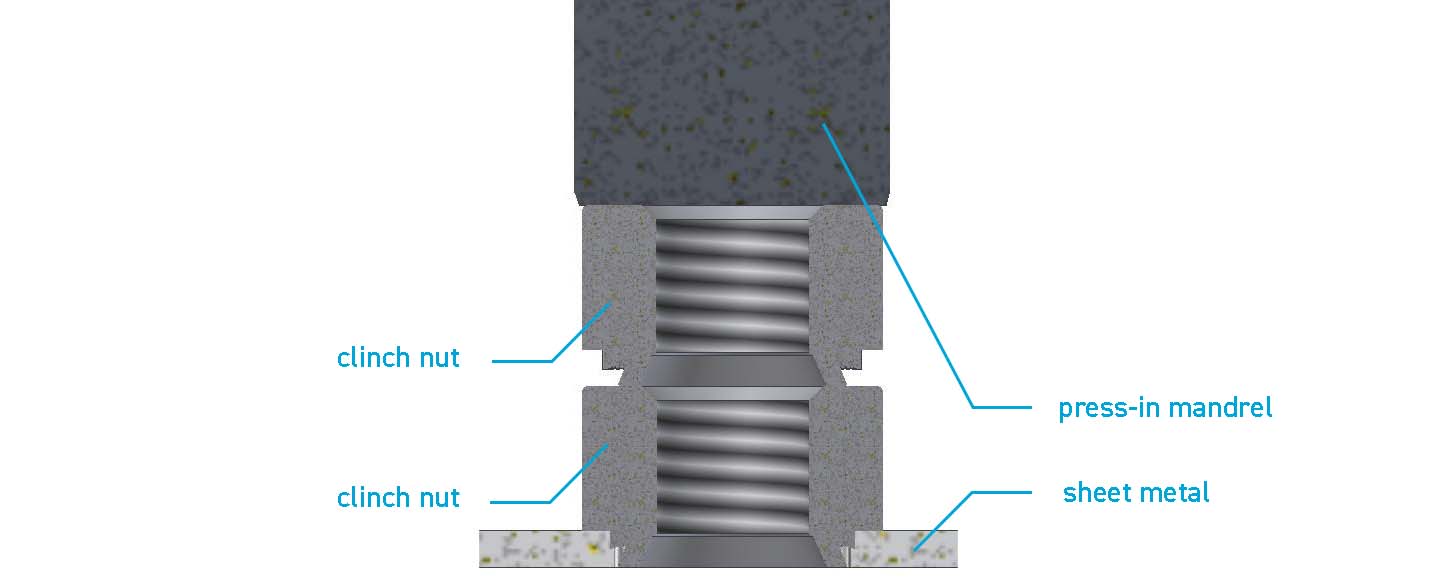
The possibility of spring compression
When it comes to compression of the gas spring, in terms of design it is beneficial if larger deviations can be compensated without any problems. For example, two clinch nuts could be set on top of each other by operator´s failure. In such cases, the gas compression spring compresses excessively and the pressure of the gas compression spring increases rapidly. The pressure switch stops the press immediately at this point. The integration of the pressure switch into the press control is therefore absolutely critical for avoiding and minimizing damage to the press and setting head.
Sufficient installation space
In a force-controlled system, there must be an adequate installation space for the gas compression spring. If the available space in the tool enables the use of a gas compression spring, the force-controlled setting process is preferable to the path-controlled one, especially for fasteners with internal threads. For clinch studs, force control is not as crucial as for clinch nuts, but it is also very beneficial and recommended.
Advantages of the gas compression spring in the manufacturing process
Relief of work for press operator
The press operator is able to work faster and more effectively. When calibrating the press, one only needs to pay attention to the sheet metal. No subsequent readjustments are required in consideration of the produced joints. This results in a much faster operation of the press and shorter downtimes.
Consistent quality of the joint
The gas compression spring provides consistent pressing results and thus a consistent quality of the produced joints. The optimal pressing ensures a uniform performance of the fasteners. In addition, the insertion speed of the tool or coil is increased. This leads to higher output, with better quality and lower costs per unit.
Summary
In a path-controlled system, tolerances in fastener height and sheet thickness, as well as the setup of the press, cannot be compensated. However, these influencing factors can be balanced out using a gas compression spring. Regardless of the prevailing tolerances, the pressing results are optimal in a force-controlled system.
When considering a force-controlled unit, proper setup of the gas spring and available installation space should be taken into account. If the conditions make it possible to realize a force-controlled system, it is definitely preferable to a path-controlled alternative, especially for fasteners with internal threads. Working with the force-controlled system also speeds up the setup of the press and increases the output.



