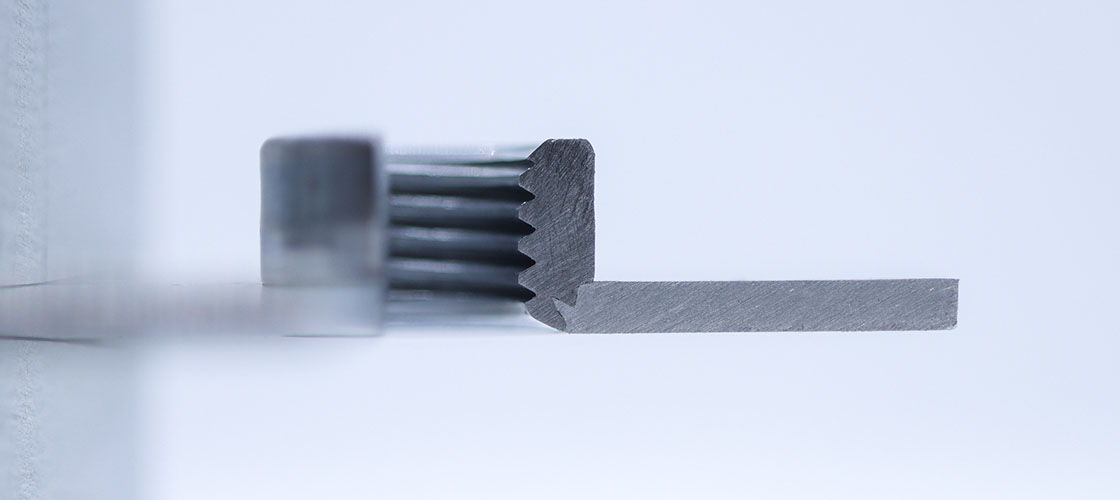
ASN clinch nut
for automated feeding and processing

Inexpensive clinch nut for conventional performance requirements. It is used for a wide variety of clamping ranges and materials. Used by vehicle manufacturers (OEM) in Germany, Europe and the USA, widely used at Tier 1 level.
Sheet thickness - From 2mm, adaptable to sheets from 1mm
Thread size - M5, M6, M8, M10, M12, M14, M16, M18, M20
Workpiece material - Steel, aluminum, copper, magnesium
Outer diameter - Small
Pull-through force - Medium
Torque - Very high
Push-out force - High

| Thread (d3) | Outer diameter in mm (d1) | Collar diameter (d2) | Height (l1) | Max. Collar height (l2) | Pilot hole diameter in mm (Ø -0.1) | Min. sheet thickness in mm (s) |
|---|---|---|---|---|---|---|
| M5 | 8.70 | 6.38 | 2.00 | 0.97 | 6.53 | 1.00 |
| M6 | 11.05 | 8.72 | 4.08 | 0.97 | 8.87 | 1.00 |
| M8 | 12.65 | 10.47 | 5.47 | 0.97 | 10.62 | 1.00 |
| M10 | 16.50 | 12.67 | 7.90 | 0.97 | 12.82 | 1.00 |
| Thread | material | Sheet thickness (mm) | Push-out force (kN) | Torsional strength (Nm) |
|---|---|---|---|---|
| M5 | steel | 1.0 | 0.53 | 3.60 |
| M5 | steel | 1.5 | 0.80 | 4.50 |
| M5 | steel | 2.0 | 1.11 | 6.80 |
| M5 | aluminum | 1.0 | 0.30 | 3.00 |
| M5 | aluminum | 1.5 | 0.48 | 3.60 |
| M5 | aluminum | 2.0 | 0.85 | 5.70 |
| M6 | steel | 1.0 | 1.38 | 13.00 |
| M6 | steel | 1.5 | 1.76 | 17.00 |
| M6 | steel | 2.0 | 1.76 | 17.00 |
| M6 | aluminum | 1,0 | 0.97 | 7.90 |
| M6 | aluminum | 1.5 | 1.58 | 10.20 |
| M6 | aluminum | 2.0 | 1.58 | 14.10 |
| M8 | steel | 1.5 | 1.87 | 18.70 |
| M8 | steel | 2.0 | 1.87 | 20.30 |
| M8 | aluminum | 1.5 | 1.57 | 13.60 |
| M8 | aluminum | 2.0 | 1.57 | 18.10 |
| M10 | steel | 2.02 | 21.50 | |
| M10 | aluminum | 1.76 | 27.10 |
The values are for guidance only and are not binding.
Tests were carried out in steel H320 LA and aluminum EN AW-5754.
| Thread proof load | Pitch x thread | Thread tolerance | Thread coating as an option | Surface finish | PVT as an option |
|---|---|---|---|---|---|
| according to class 10 | 0.8 x d | 6G, 6H | Nycote, Precote | Various surface coatings possible | Yes |
Request for quotation
Would you like us to call you back? Leave your telephone number or e-mail and we will get back to you as soon as possible!
Application and function
Suitable for: Sheet metal with a tensile strength of less than 600N/mm²; can be used in galvanized, painted sheet metal
Sheet metal bottom: Flat without indentation, optimal fastening characteristics (clamping with a large surface area)
Pilot hole preparation: Pre-punched pilot hole according to AUTORIV specifications
Die: Use of a flat die (optimal downtimes)
Functionality: Torque absorbers move and shape the material into the collar undercut
Outer diameter - pull through force: Small outer diameter as standard for use in limited installation space. Outer diameter can be configured for specific application
Under-head serration - torque: Under-head knurls for high torque absorption
Collar - push out force: Collar with undercut to provide push out forces
Highlights
- Lighter C-frame on the robot
- Larger projections / overhangs possible
- Shorter cycle times
- Pressing into undercuts or profiles is easier to handle than with other fasteners
Lower risk of warping of workpieces, especially with many setting positions
- Lower risk of warping of work pieces
- Flat sheet metal bottom with largest surface possible for the preload through tightening
- No diversity, less stock requirement
- No risk of mix-up (Incorrect fasteners in incorrect application)
- (Re-)use of existing automation / tooling, thus reduction of investment
Greater compensation possible with custom design
- Ensuring optimal pressing: No "NOK pressings" with risk of subsequent complaints and quality costs
- No frequent re-teaching of the robot necessary
- Ensuring high availability and output, thus cost reduction
Setting in limited installation spaces is possible

















