Verbindungselemente
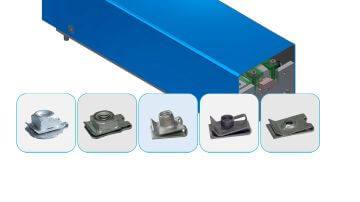
Automatisierungsgerechte Verbindungselemente aus eigener Herstellung
Deshalb legen wir einen hohen Wert auf die Qualität unserer Verbindungselemente:
Die Qualität der Verbindungselemente bestimmt maßgeblich die Effektivität der Automatisierung und die resultierende Qualität Ihres Endprodukts. Dieser Anspruch spiegelt sich auch in optimierten Details unserer Verbindungselemente wider.
Bei uns erfolgt die Entwicklung der Automatisierungstechnik gemeinsam mit der Entwicklung der Verbindungselemente. Dies gewährleistet eine hohe Verfügbarkeit der Automatisierung, hohe Produktionsleistung und eine hohe Qualität Ihrer Endprodukte.
Kontakt
Unser Kundenservice steht Ihnen bei allen Fragen zur Seite!