ACNS Einpressbolzen
für automatisierte Zuführung und Verarbeitung

Einpressbolzen / Einpressschraube für übliche Leistungsanforderungen und für Dickbleche ausgelegt. Im Einsatz bei Fahrzeugherstellern (Heavy Truck OEMs) in USA. Sehr häufig in Tier1 Ebene eingesetzt.
Blechdicke - Verwendung für Bleche ab 2mm, keine Begrenzung nach oben
Gewindegröße - M5, M6, M8, M10, M12
Material des Bauteils - Stahl, Aluminium, Kupfer, Magnesium
Außendurchmesser - Groß
Durchzugskraft - Hoch
Drehmoment - Sehr hoch
Auspresskraft - Hoch
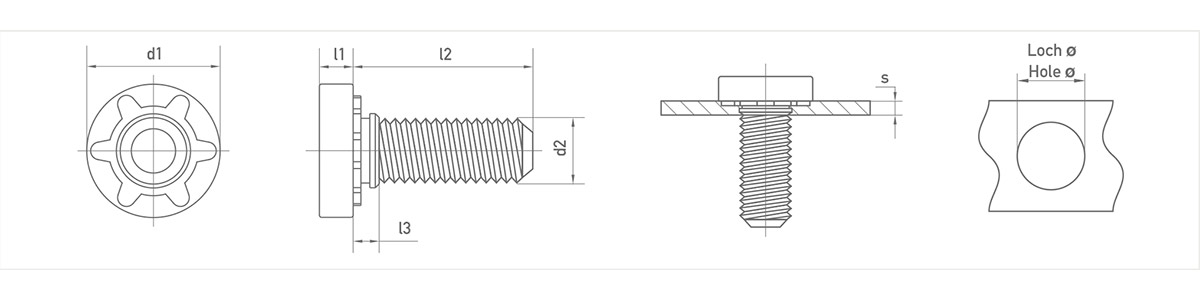
| Gewinde (d2) | Kopfdurchmesser in mm (d1) | Kopfhöhe in mm (l1) | Max. Bundhöhe in mm (l3) | Min. Blechdicke in mm (s) | Vorloch Durchmesser in mm (Ø -0,1) | Schaftlänge in mm (l2) |
|---|---|---|---|---|---|---|
| M5 | 8,75 | 1,75 | 3,00 | 2,00 | 5,85 | 10 / 12 / 16 / 20 / 25 |
| M6 | 11,00 | 2,10 | 3,00 | 2,00 | 6,85 | 12/ 16 / 20 / 25 / 30 |
| M8 | 15,25 | 2,80 | 3,00 | 2,00 | 8,85 | 16 / 20 / 25 / 30 / 35 / 40 |
| M10 | 19,75 | 3,50 | 3,00 | 2,00 | 10,85 | 20 / 25 / 30 / 35 / 40 / 45 / 50 |
| M12 | 20,00 | 3,80 | 3,00 | 2,00 | 12,85 | 20 / 25 / 30 / 35 / 40 / 45 / 50 |
Toleranzen nach ISO 2768-m.
| Gewinde | Werkstoff | Blechdicke (mm) | Einpresskraft (kN) | Auspresskraft (kN) | Verdrehfestigkeit (Nm) |
|---|---|---|---|---|---|
| M5 | Aluminium | 2,0 | 13,00 | 0,80 | 5,4 |
| M5 | Stahl | 2,0 | 26,00 | 1,50 | 7,6 |
| M6 | Aluminium | 2,0 | 29,00 | 1,27 | 14 |
| M6 | Stahl | 2,0 | 33,00 | 1,75 | 14 |
| M8 | Aluminium | 2,3 | 35,60 | 1,70 | 30 |
| M8 | Stahl | 2,3 | 44,50 | 2,20 | 30 |
| M10 | Aluminium | 2,3 | 40,00 | 2,44 | 36 |
| M10 | Stahl | 2,3 | 54,00 | 3,47 | 49 |
Die Werte dienen nur zur Orientierung und sind nicht verbindlich.
Tests wurden in Stahl H320 LA und Aluminium EN AW-5754 durchgeführt.
| Gewindeprüfkraft | Gewindelänge | Gewindeenden | Gewindetoleranz | Gewindebeschichtung als Option | Oberfläche |
|---|---|---|---|---|---|
| gemäß FK 8.8, 9.8, 10.9 möglich | Gewindelänge nach Kundenwunsch | Gewindeenden nach Norm, sowie MaThread | 6g, 6h | Nycote, Precote | Alle Oberflächen möglich |
Angebotsanfrage
Sie wünschen einen Rückruf? Hinterlassen Sie Ihre Telefonnummer oder E-Mail und wir melden uns schnellstmöglich bei Ihnen!
Einsatz und Funktion
Geeignet für: Bleche mit Zugfestigkeit kleiner 600N/mm²; Einsatz in vorverzinkte, vorlackierte Bleche möglich
Blechunterseite: Flach ohne Einprägung, optimale Verschraubungsverhältnisse (großflächige Klemmung)
Bohrung / Lochvorbereitung: Gestanztes Vorloch nach AUTORIV Vorgaben
Matrize: Verwendung einer flachen Matrize (optimale Standzeiten)
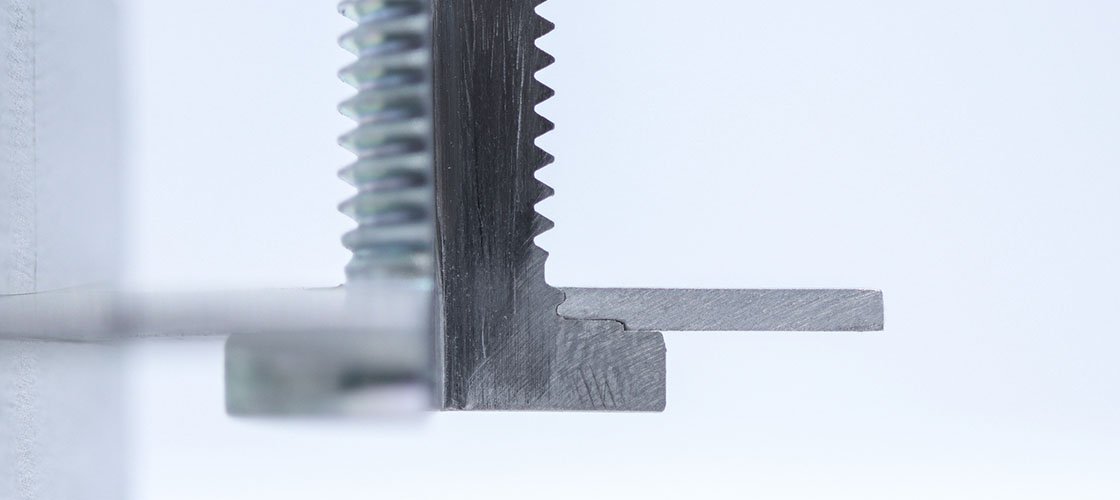
Funktionsweise: Drehmomentaufnahmen verdrängen und formen das Material in den Hinterschnitt am Bund
Außendurchmesser - Durchzugskraft: Großer Kopfdurchmesser, auch geeignet für Aluminiumanwendungen, gute Durchzugskraft
Kopfverrippung - Drehmoment: Ausgeprägte Kopfverrippung für hohe Drehmomentaufnahme
Bund - Auspresskraft: Bund mit Hinterschnitt zur Erzeugung der Auspresskräfte
Vorteile
Geringere Gefahr des Verzugs der Bauteile, insbesondere bei vielen Einpresspositionen
- Geringere Gefahr des Verzugs von Bauteilen
- Flache Blechunterseite mit größtmöglicher Fläche zur Vorspannung durch Verschraubung
- Keine Variantenvielfalt und somit ein geringerer Lagerbedarf
- Keine Verwechslungsgefahr, Vermeidung von Fehlern im Montageprozess
- Verwendung bereits vorhandener Automatisierungen / Werkzeuge, somit geringere Investitionen
Bei spezieller Auslegung größerer Ausgleich möglich
- Sicherstellung optimaler Einpressungen. Keine „Schlechtverpressungen“, somit Reduktion nachfolgender Reklamationen und Qualitätskosten
- Kein häufiges nachträgliches Teachen des Roboters notwendig
- Sicherstellung hoher Verfügbarkeit und Ausbringung, somit Kostenreduzierung
- Bolzen richtet sich durch Einlaufphase am Hinterschnitt genau auf die Position des Vorlochs aus. Sehr enge Positionstoleranzen des Bolzens im Blech möglich
- Leichtere Positionsfindung als bei anderen Bolzen, die in enge Vorlochungen gesetzt werden müssen
- Geringere Spanenstehung durch Abrieb des Schraubengewindes an der Lochkante

















